Spinning pressing forming method of deep conical thin-walled rotary part with flange
A technology of spinning forming and thin-wall rotation, which is applied in the field of spinning forming of deep conical thin-walled rotary parts with flanges, can solve the problems of fast hardening speed, uneven forming force of parts, and high tensile strength. Solve the effect of faster hardening speed, ensure wall thickness uniformity, and improve forming accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
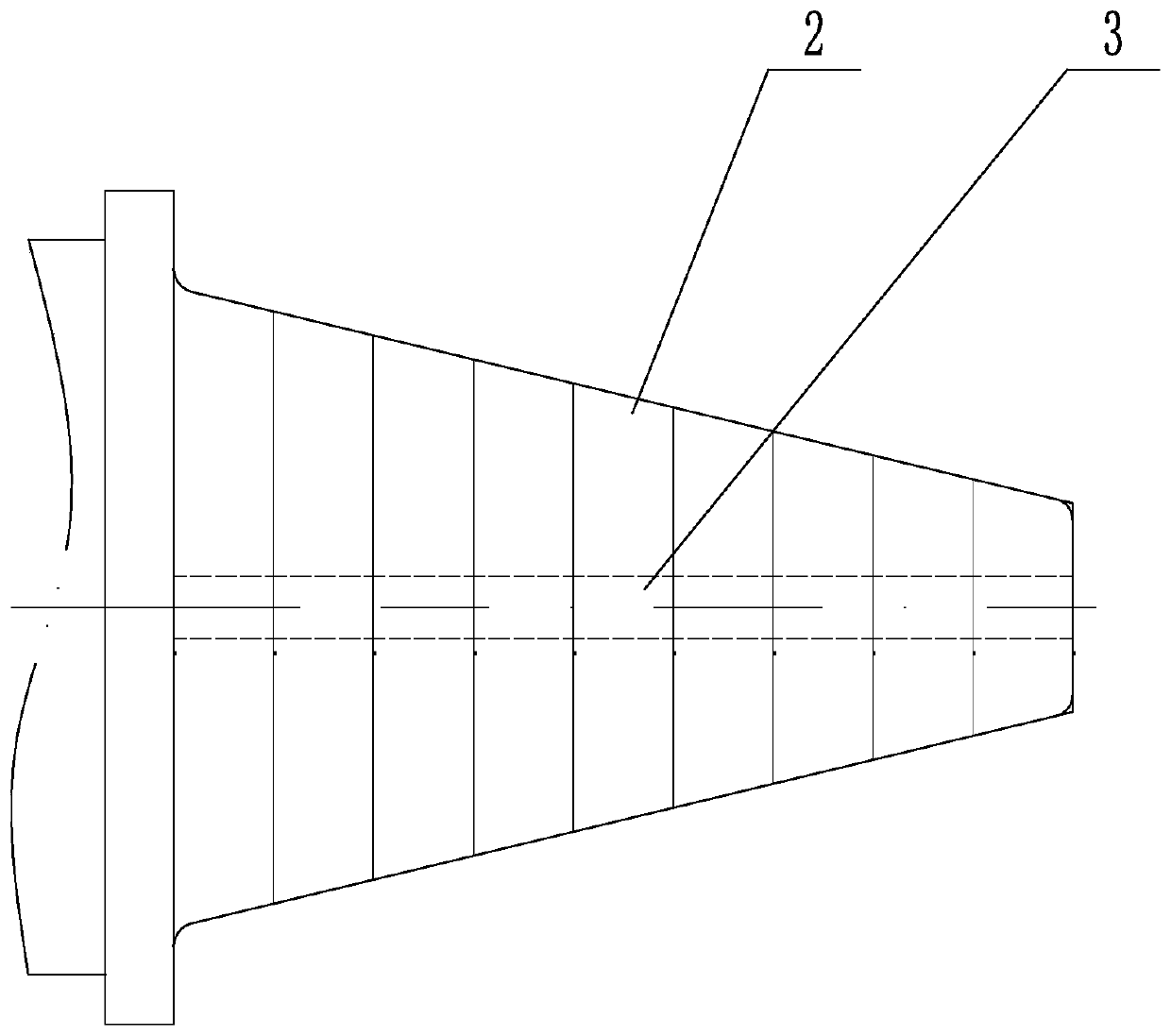
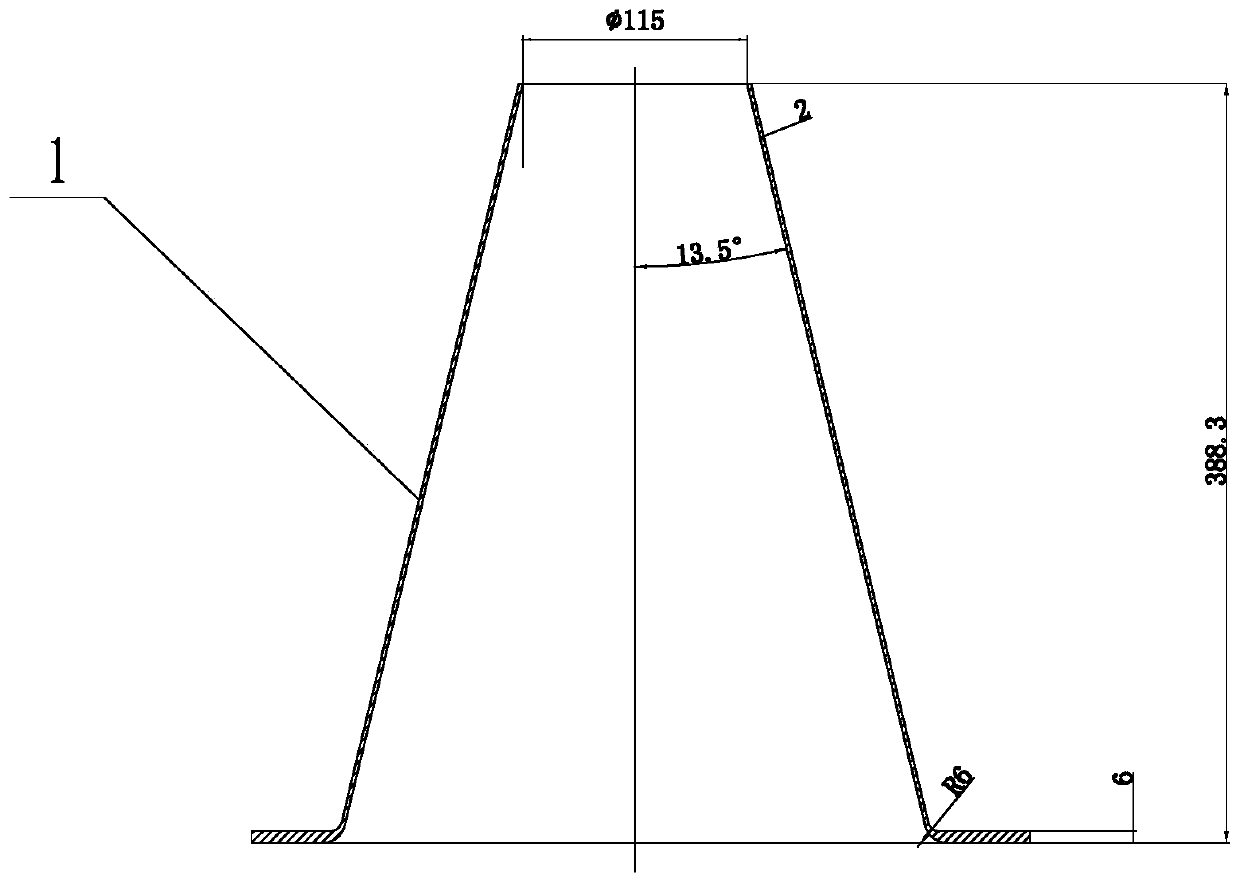
[0024] like Figure 1 to Figure 6 As shown in , the material of part 1 in this embodiment is superalloy GH3030, and the size is as figure 2 As shown, a spinning forming method of a deep conical thin-walled rotary part with a flange is described, the details are as follows:
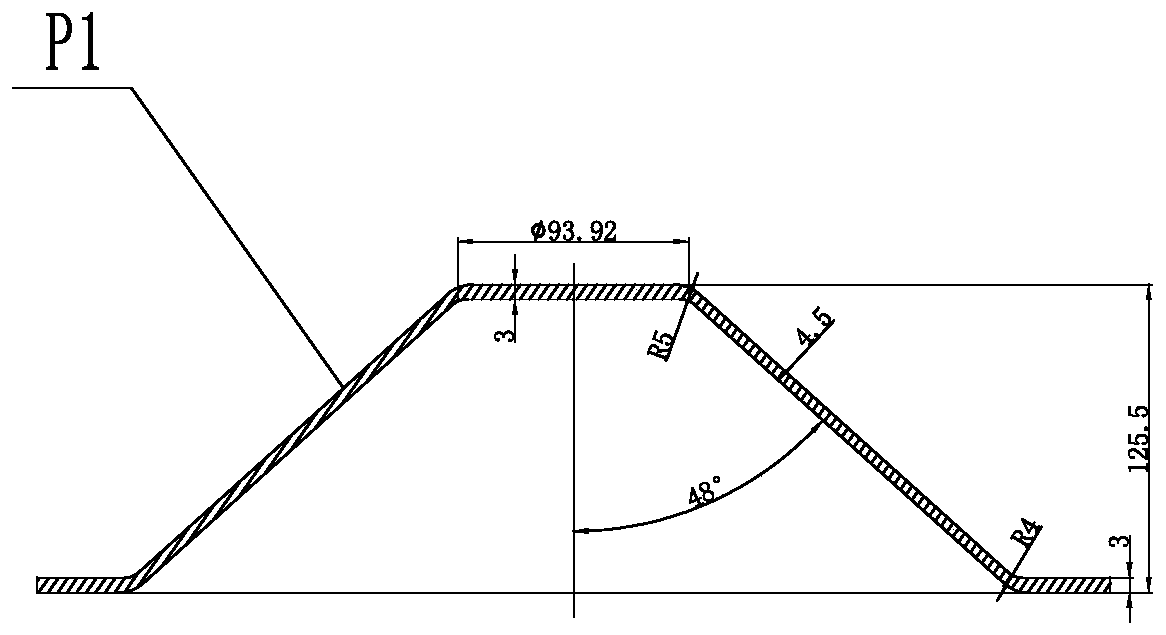
[0025] Determine the spinning pass. In this embodiment, 4 passes are taken, and the blank P is formed by spinning according to the fourth pass. 4 The volume, turning allowance, and spinning forming allowance, combined with the principle of equal volume, calculate the size of the circular flat blank, specifically, the part volume V p =602576mm 3 , the theoretical volume V of the circular slab blank p理 Equal to the volume V of the blank in the fourth pass P4 , V P4 =756373mm 3 , thus the theoretical diameter D of the circular flat blank can be obtained 理 ≈400mm. In a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com