

Welding method of pipe head of heat exchange equipment
A welding method and tube head technology, applied in welding equipment, welding accessories, arc welding equipment, etc., can solve the problems of welding bubbles and incomplete penetration in the welding seam, achieve the refinement of the welding seam, improve the pull-off strength, and improve the welding The effect of seam quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The present invention will be described in further detail below in conjunction with the accompanying drawings and embodiments.
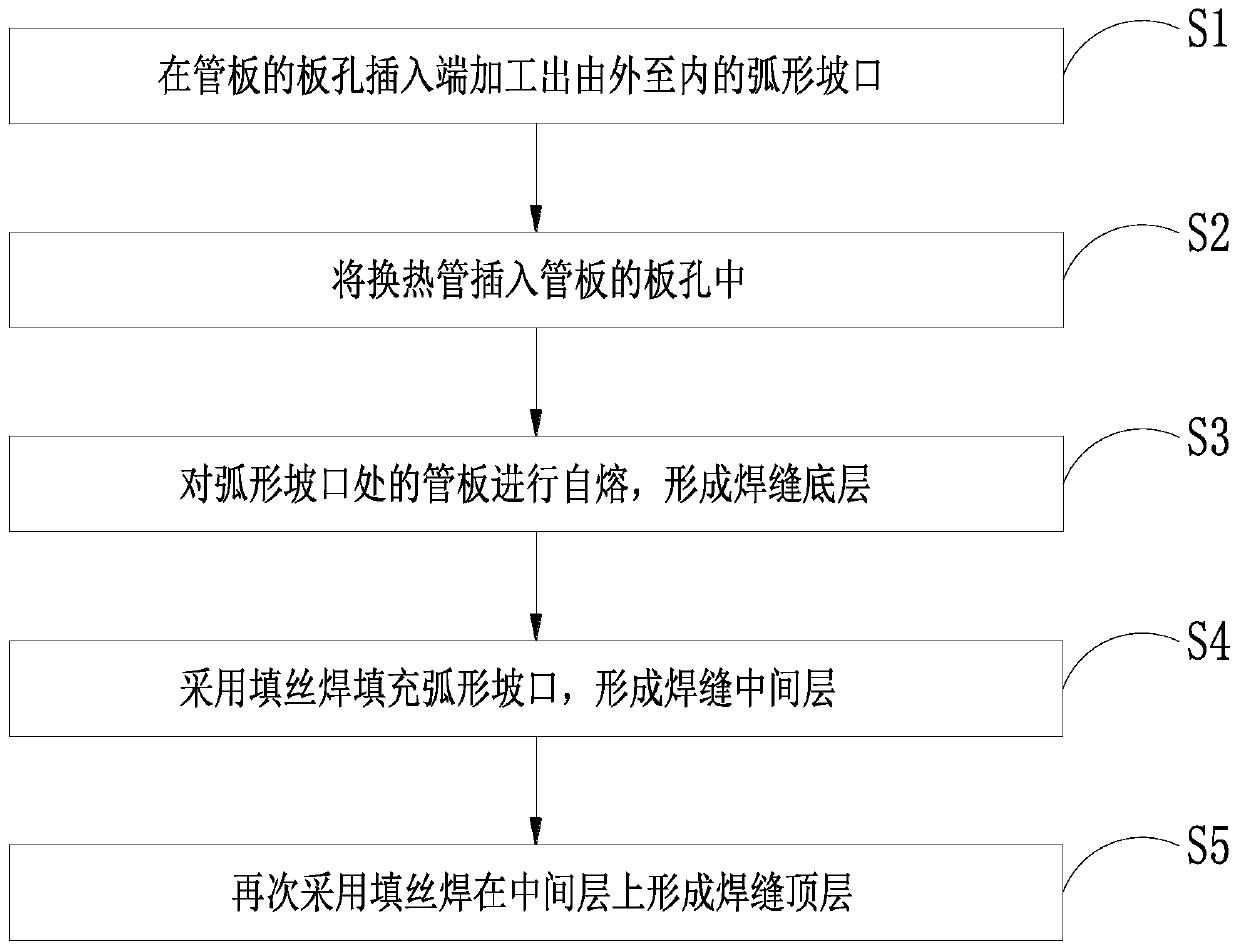
[0024] Such as figure 1 , image 3 and Figure 4 As shown, a method for welding a pipe head of a cold exchange equipment includes the following steps:
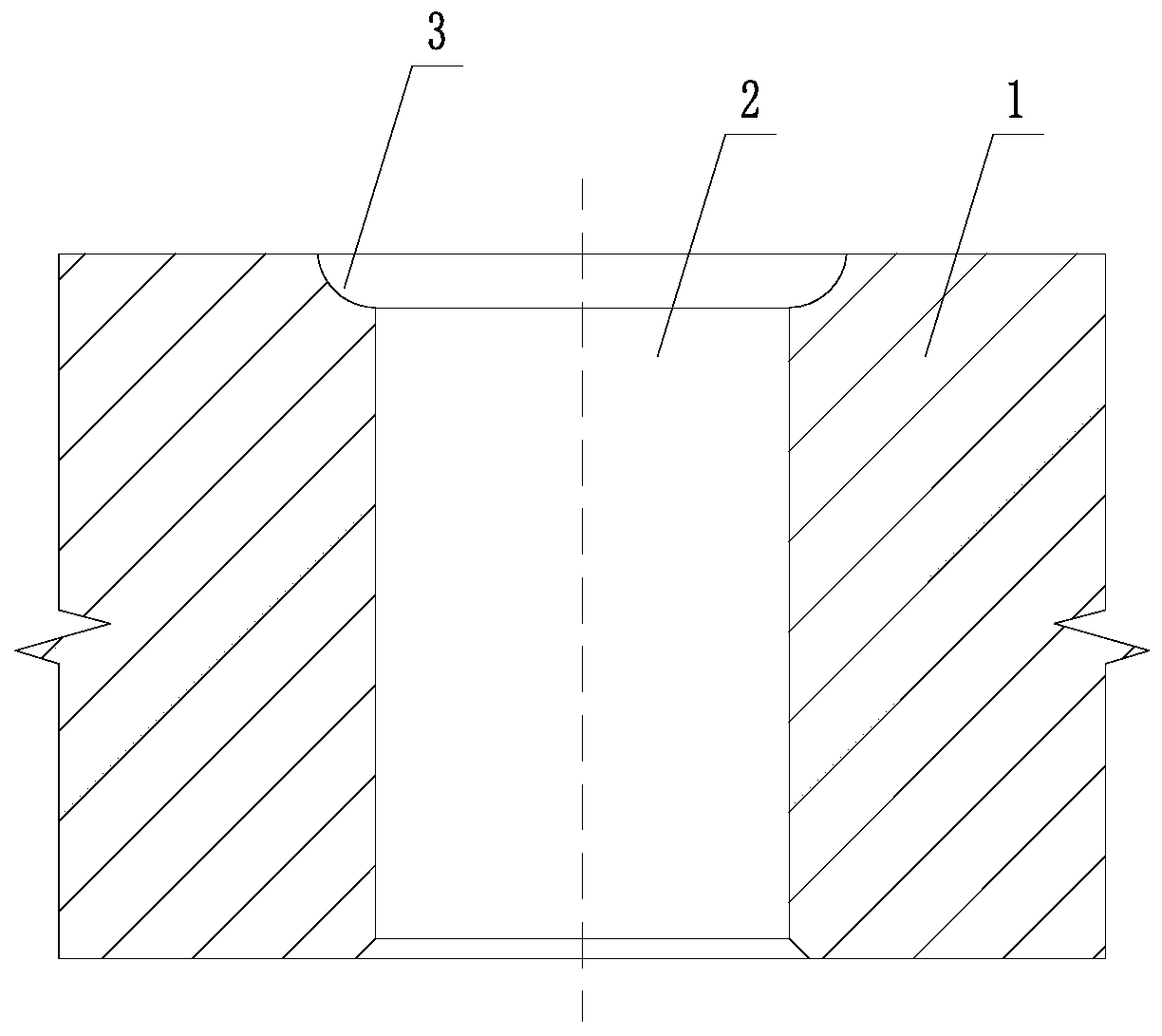
[0025] S1. Process an arc-shaped groove 3 from outside to inside at the insertion end of the plate hole 2 of the tube sheet 1. Specifically, the insertion end of the plate hole 2 is the outside of the tube plate 1 after it is installed in the cooling equipment.
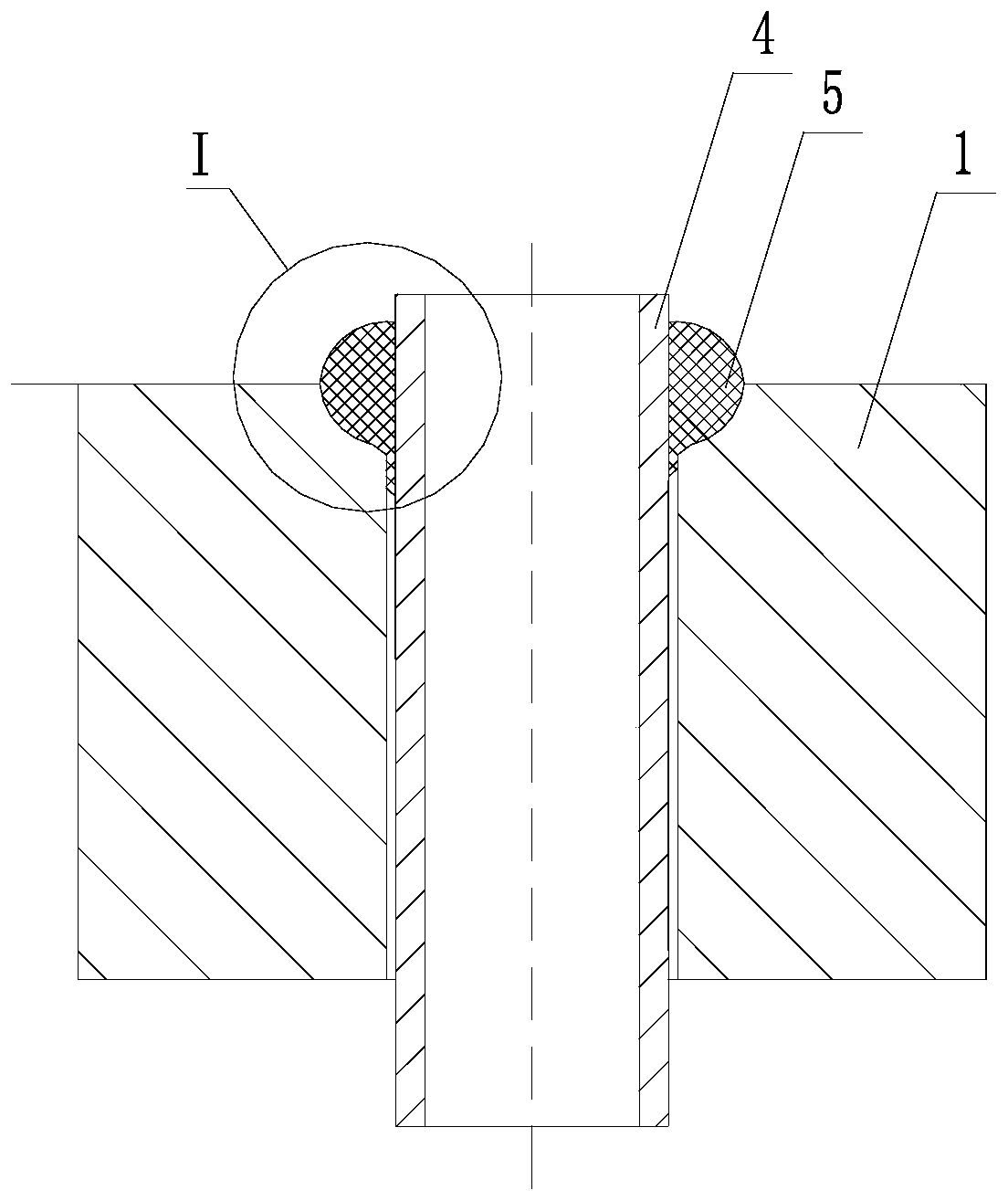
[0026] S2. Insert the heat exchange tube 4 into the plate hole 2 from the insertion end, and the tube head of the heat exchange tube 4 protrudes from the arc groove 3 . Specifically, the insertion end of the heat exchange tube 4 is any end to be welded with the tube sheet 1 . Preferably, the tube heads of the heat exchange tubes 4 protrude from the arc-shaped groove 3 of the tube sheet 1 by 4-5 mm.
[0027] S3. Carry out self-me...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More