

Control method for eliminating horizontal-vibration linear offset of tail of short-process thin strip steel
A control method and technology for thin strip, applied in the field of hot-rolled strip manufacturing, can solve the problem of unstable process of ultra-thin strip, achieve high-stability large-scale production, easy operation, and reduce the occurrence of defective products Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0095] Embodiment 1: SPHC-B with a specification of 1.2mm*1219mm is produced.
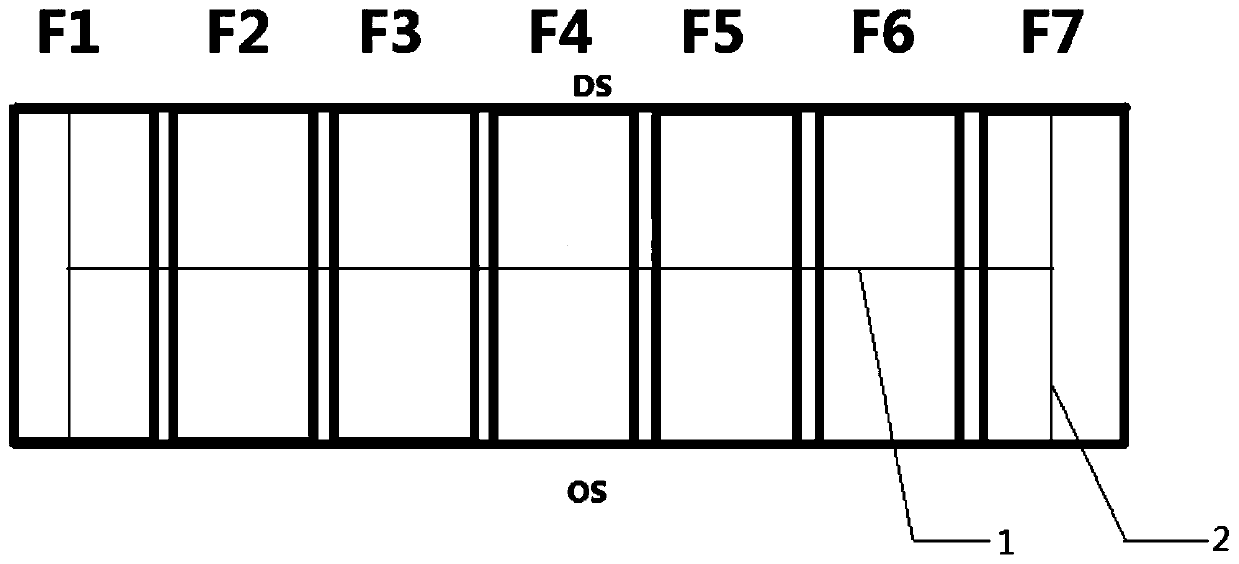
[0096] ① Centering of mill guide plate:
[0097] frame F2 F3 F4 F5 F6 F7 Alignment correction -2 -2 3 0 2 -2
[0098] ②Looper angle:
[0099] rack number Turning small amount difference (°) F1 4 F2 4 F3 4 F4 3 F5 3 F6 3
[0100] ③Rolling force and roll bending force at the end of rolling:
[0101] rack number Rolling force (KN) Bending force (KN) F5 16500 786 F6 12000 570 F7 9500 675
[0102] ④Water system shutdown sequence:
[0103]
[0104] ⑤Work roll rolling tonnage:
[0105] Finished product thickness / mm End of service of work rolls 1.2 848.303 tons
[0106] ⑥ Baking temperature:
[0107] Finished product thickness / mm Baking temperature (°C) Temperature difference between head and tail (℃) 1.2 1165 5
[0108] Effect: There was ...
Embodiment 2
[0109] Embodiment 2: Production of Q235B with a specification of 1.4mm*1250mm.
[0110] ① Centering of mill guide plate:
[0111] frame F2 F3 F4 F5 F6 F7 Alignment correction -2 -3 3 0 2 -2
[0112] ②Looper angle:
[0113] rack number Turning small amount difference (°) F1 4 F2 4 F3 4 F4 3 F5 3 F6 3
[0114] ③Rolling force and roll bending force at the end of rolling:
[0115] rack number Rolling force (KN) Bending force (KN) F5 17800 689 F6 12600 587 F7 9500 692
[0116] ④Water system shutdown sequence:
[0117]
[0118] ⑤Work roll rolling tonnage:
[0119] Finished product thickness / mm End of service of work rolls 1.4 887.43 tons
[0120] ⑥ Baking temperature:
[0121] Finished product thickness / mm Baking temperature (°C) Temperature difference between head and tail (℃) 1.4 1178 7
[0122] Effect: There was ...
Embodiment 3
[0123] Embodiment 3: Production of Q235B with a specification of 1.8mm*1500mm.
[0124] ① Centering of mill guide plate:
[0125] frame F2 F3 F4 F5 F6 F7 Alignment correction -2 -2 3 0 2 -2
[0126] ②Looper angle:
[0127] rack number Turning small amount difference (°) F1 4 F2 4 F3 4 F4 3 F5 3 F6 3
[0128] ③Rolling force and roll bending force at the end of rolling:
[0129] rack number Rolling force (KN) Bending force (KN) F5 16800 309 F6 14100 402 F7 9900 543
[0130] ④Water system shutdown sequence:
[0131]
[0132] ⑤Work roll rolling tonnage:
[0133] Finished product thickness / mm End of service of work rolls 1.8 1142.63 tons
[0134] ⑥ Baking temperature:
[0135] Finished product thickness / mm Baking temperature (°C) Temperature difference between head and tail (℃) 1.8 1178 8
[0136] Effect: There was...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More