

A forming method and forming device for a slender C-shaped cross-section sheet metal part
A forming method and technology of sheet metal parts, which are applied in the field of aviation parts processing, can solve problems such as difficult one-time forming, difficult demoulding of parts, and slender dies that are difficult to ensure rigidity, so as to improve forming efficiency and quality, and solve processing deformation problems , the effect of reducing the amount of manual work
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
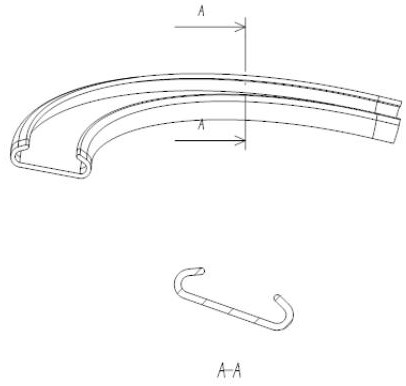
[0036] A method for forming a slender C-shaped cross-section sheet metal, characterized in that the forming method comprises the following steps:
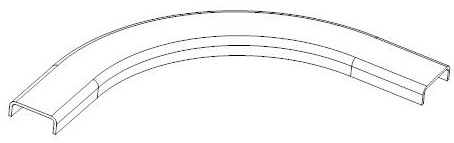
[0037] A. U-shaped transition shape of preformed parts;
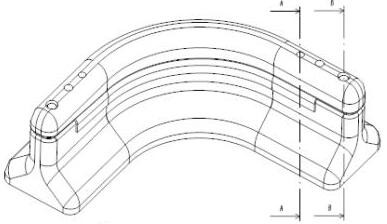
[0038] B. When using, position the part unfolded blank on the mold body with the part positioning pin, and use the mold positioning pin to position the cover plate and the mold body;
[0039] C. After the installation is completed, the U-shaped preformed shape of the part is flexibly pressed and formed by a rubber bag hydroforming machine;
[0040] D. Use manual forming dies to form the two closed corners of the parts;
[0041] E. Complete the final shape of the parts and achieve smooth pick-up.
[0042] A forming device for thin and long C-shaped sheet metal parts, characterized in that it includes: a mold body 1 and a base 7, and the mold body 1 includes: a cover plate 2, a part positioning pin 3, a mold positioning pin 4 and parts The preformed shape 5, the base 7 incl...
Embodiment 2
[0044] A method for forming a slender C-shaped cross-section sheet metal, characterized in that the forming method comprises the following steps:
[0045] A. U-shaped transition shape of preformed parts;
[0046] B. When using, position the part unfolded blank on the mold body with the part positioning pin, and use the mold positioning pin to position the cover plate and the mold body;
[0047] C. After the installation is completed, the U-shaped preformed shape of the part is flexibly pressed and formed by a rubber bag hydroforming machine;
[0048] D. Use manual forming dies to form the two closed corners of the parts;
[0049] E. Complete the final shape of the parts and achieve smooth pick-up.
[0050] The detailed steps of step A are as follows: forming the intermediate transitional shape of the part with the rubber hydroforming die, making the bent edges at the closed corners at both ends of the cross section of the part vertically downward, and making the mold body U-...
Embodiment 3
[0053] A method for forming a slender C-shaped cross-section sheet metal, characterized in that the forming method comprises the following steps:
[0054] A. U-shaped transition shape of preformed parts;
[0055] B. When using, position the part unfolded blank on the mold body with the part positioning pin, and use the mold positioning pin to position the cover plate and the mold body;
[0056] C. After the installation is completed, the U-shaped preformed shape of the part is flexibly pressed and formed by a rubber bag hydroforming machine;
[0057] D. Use manual forming dies to form the two closed corners of the parts;
[0058] E. Complete the final shape of the parts and achieve smooth pick-up.
[0059] The detailed steps of step A are as follows: forming the intermediate transitional shape of the part with the rubber hydroforming die, making the bent edges at the closed corners at both ends of the cross section of the part vertically downward, and making the mold body U-...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More