Controlling method and device for minimizing standing time of casting blank
A technology of residence time and control method, applied in the field of continuous casting, which can solve the problems of significant radiation heat dissipation, inability to achieve optimization, and inability to realize the residence time of slabs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0046] In the following description, for purposes of explanation, numerous specific details are set forth in order to provide a thorough understanding of one or more embodiments. It may be evident, however, that these embodiments may be practiced without these specific details. Specific embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings.
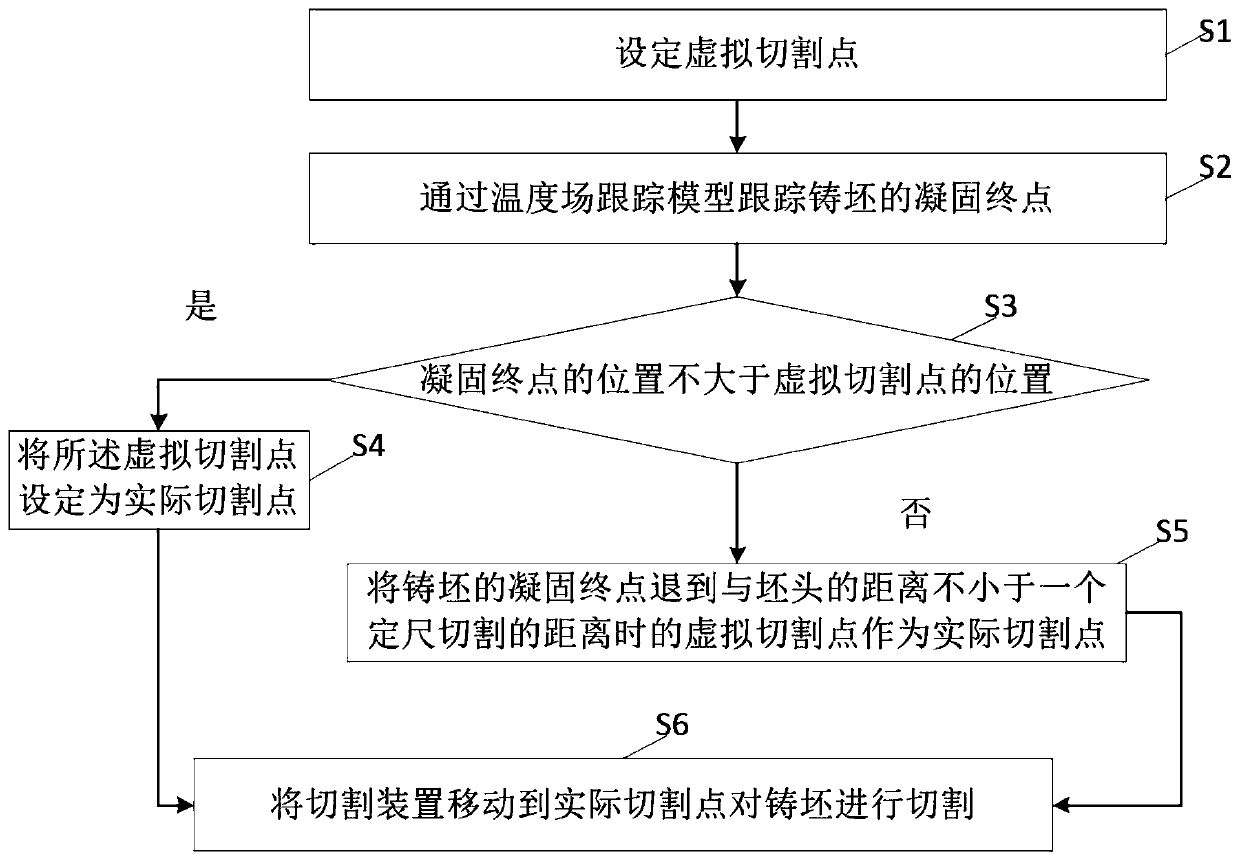
[0047] figure 2It is a schematic diagram of the flow chart of the control method for minimizing the residence time of the slab in the strand according to the present invention, such as figure 2 As shown, the control method includes:
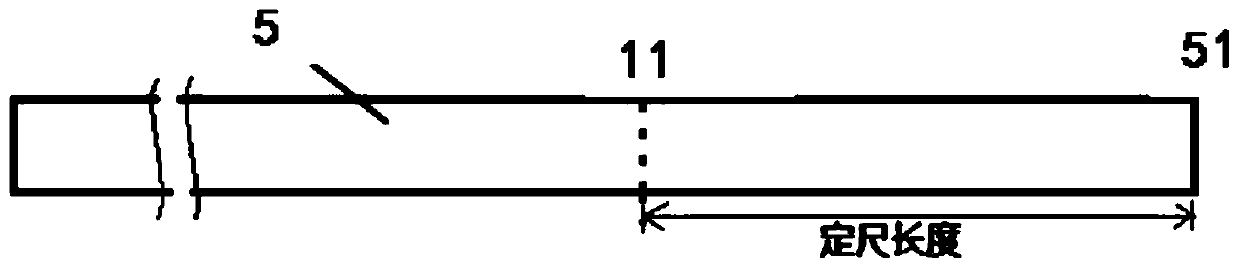
[0048] Step S1, setting virtual cutting point 11, such as image 3 As shown, the virtual cutting point is set at a distance of a predetermined length from the billet head 51 of the uncut billet 5 along the direction of the billet, and the virtual cutting point moves along with the billet head of the uncut billet As for the changing virtual ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More