

Uniform distribution method for mold bases, uniform distribution mechanism for mold bases and double-cone channel crimping machine
A crimping machine and mold base technology, which is applied in the field of crimping machines, can solve problems such as uneven width, uneven distribution of mold bases, and affecting crimping quality, so as to improve crimping quality and avoid displacement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] In order to make the purpose, technical solutions and advantages of the embodiments of the present invention clearer, the technical solutions in the embodiments of the present invention will be clearly and completely described below in conjunction with the drawings in the embodiments of the present invention. Obviously, the described embodiments It is a part of embodiments of the present invention, but not all embodiments. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without creative efforts fall within the protection scope of the present invention.
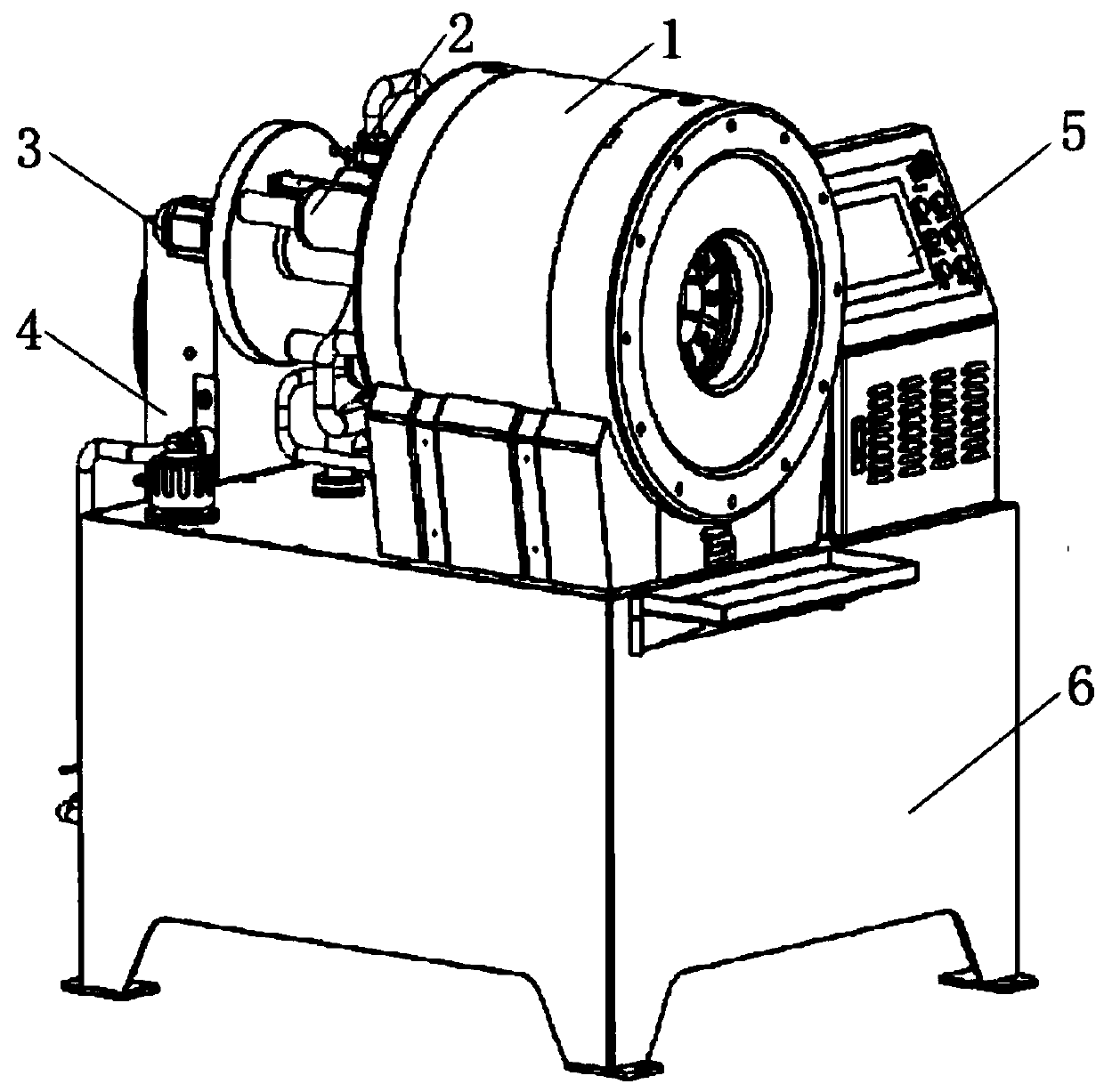
[0034] like figure 1 As shown, a structural schematic diagram of a double-cone crimping machine in the prior art includes a crimping machine main body 1 , a pull-back cylinder 2 , a positioning mechanism 3 , a cooling system 4 , an operation panel 5 and a bed 6 .
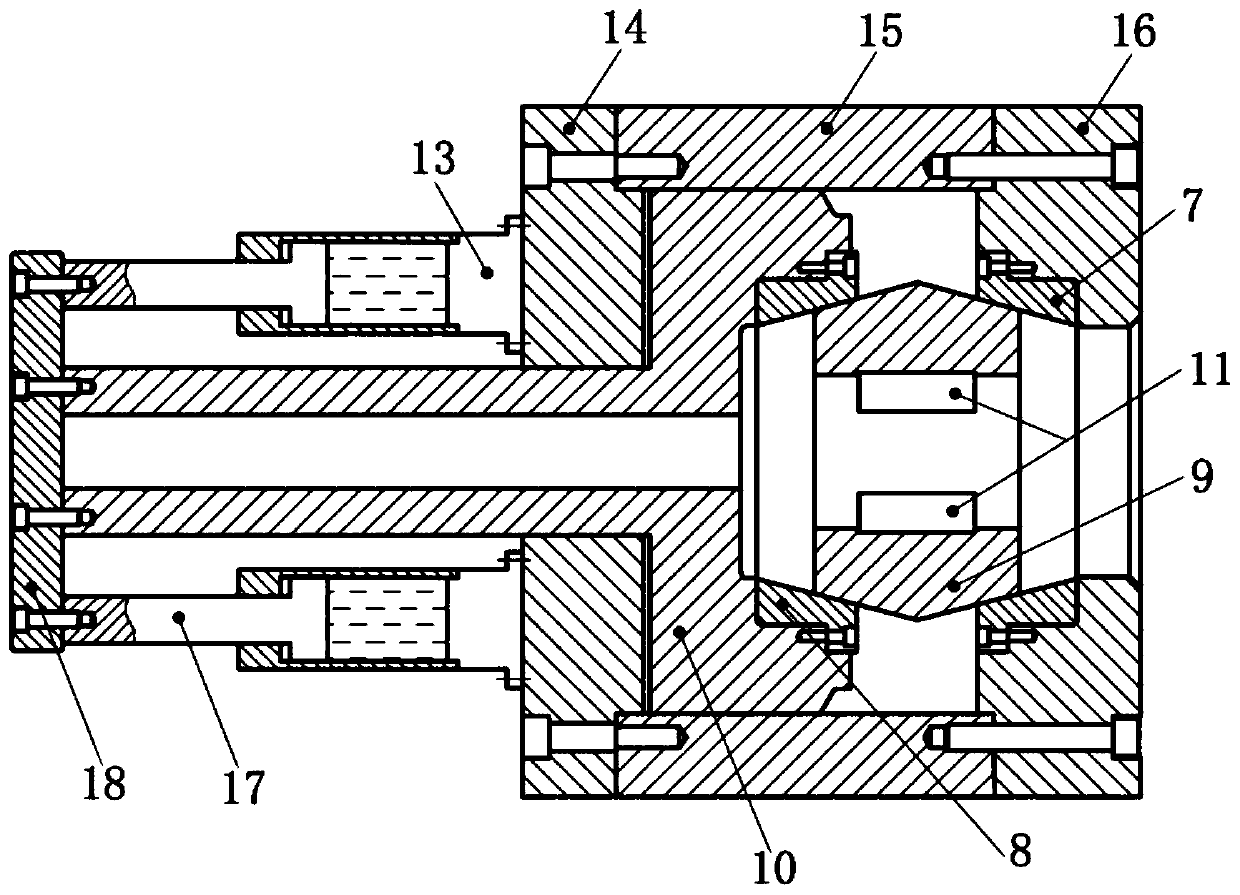
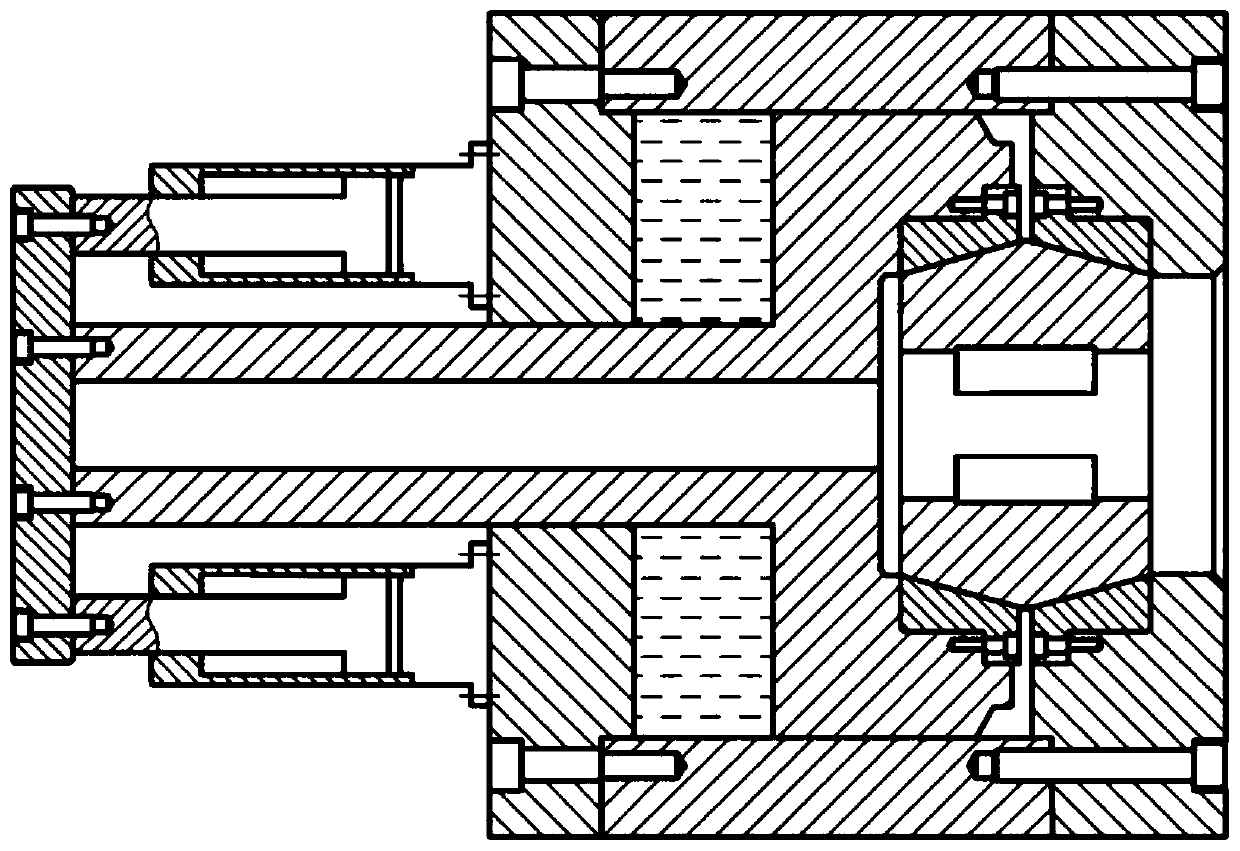
[0035] combine Figure 2 to Figure 4 As shown, the main body 1 of the crimping ma...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More