Self-fuse laser deep penetration welding method
A deep penetration welding and laser technology, applied in the field of self-fuse laser deep penetration welding, can solve the problems of welding workpiece deformation, poor mechanical properties, excessive heat input, etc., to reduce heat input, reduce deformation, and improve weld quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the drawings in the embodiments of the present invention.
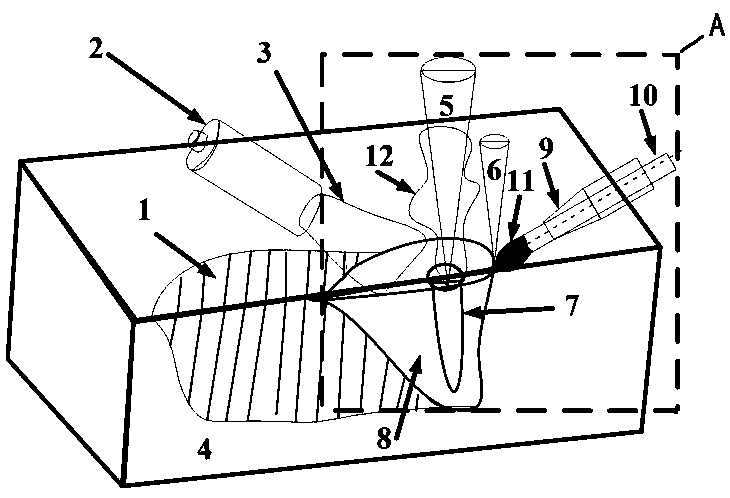
[0034] A self-fusing laser deep penetration welding method specifically comprises the following steps:
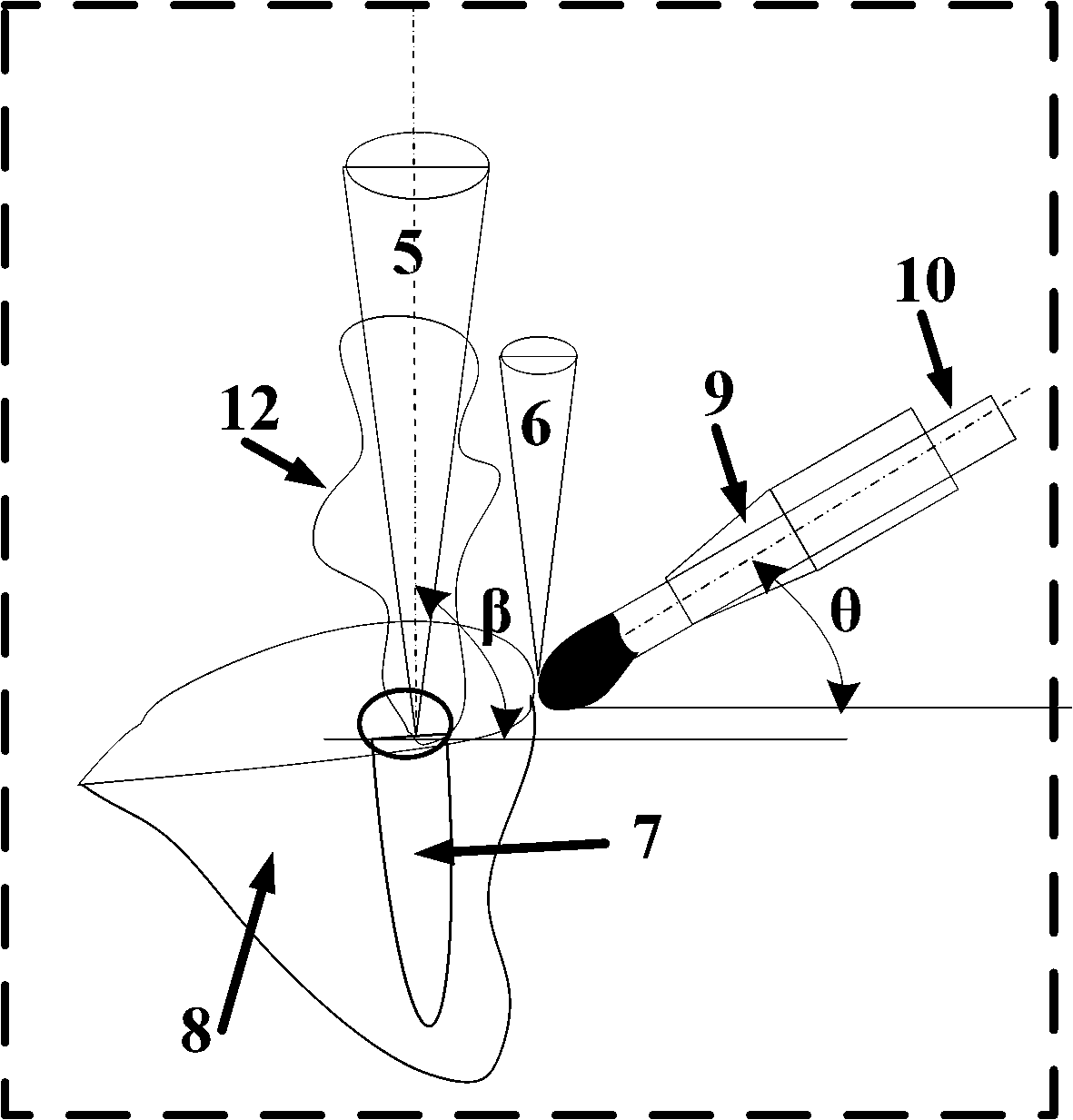
[0035] S1. According to the welding heat input requirements of welding workpieces of different materials at different welding speeds, calculate the energy of the first laser beam forming the keyhole and molten pool;
[0036] 12 The minimum laser power density required on the wall of the small hole to maintain the stable formation of the small hole during the laser welding process:
[0037] In the formula, is the minimum laser power density required on the wall of the small hole to maintain the steady state formation of the small hole during the laser welding process; is the liquid density of the material (kg / m 3 ); is the solid density of the material (kg / m 3 ); is the sp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap