

Design method of corrugated billet for increasing surface deformation of hard-to-deform alloy die forgings
A wave-shaped and die-forging technology is applied in the field of wave-shaped blank design to increase the surface deformation of hard-to-deform alloy die forgings, and can solve the problems of inconsistent performance in the central part and dead zone of surface deformation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
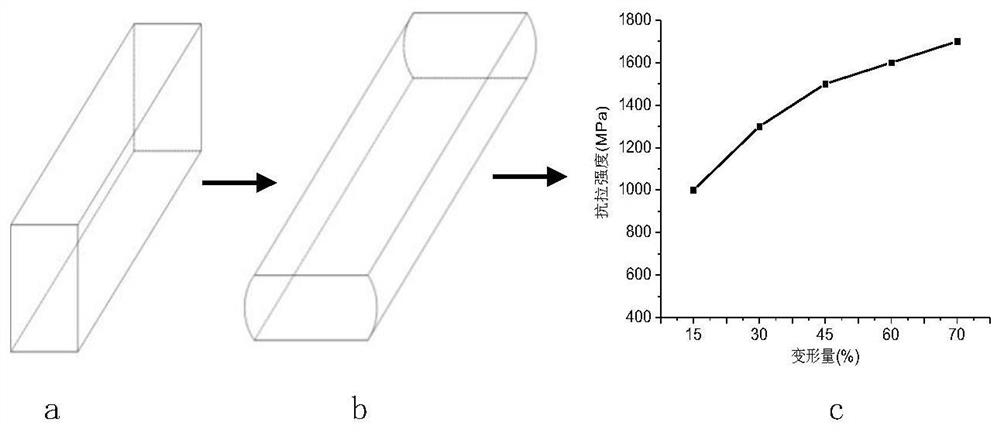
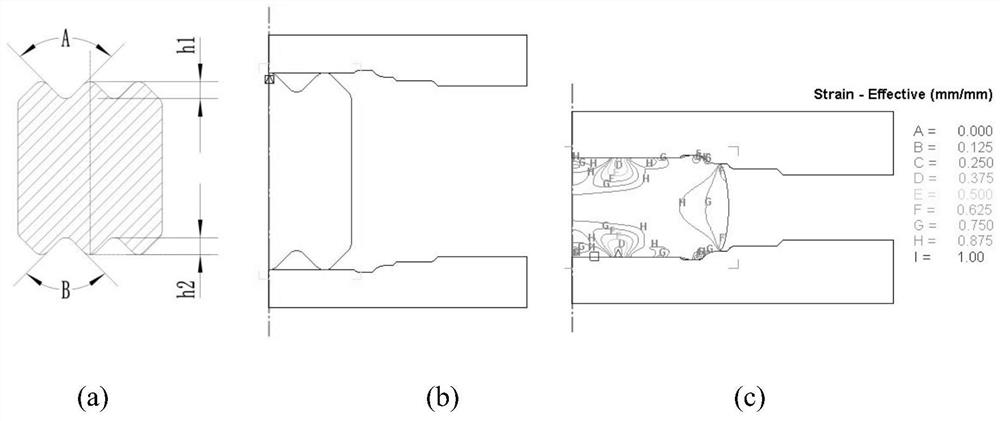
[0028] Example 1: Use step 1 of this method to determine the deformation of GH4169 alloy. Through the die forging physical test in the range of 15-70% deformation, the relationship between the properties of the alloy and the deformation parameters is obtained, and the deformation of the die forging deformation to meet the required performance is determined. The quantity needs to be ≥0.35; step 2 is the wave-shaped blank design. On the basis of the design of the die forging principle, the upper and lower end surfaces of the blank are designed to be wave-shaped, and the wave-shaped height dimensions h1 and h2 are 10% of the total height of the blank. B is set at 90°, and the wavy shape is distributed in a continuous form; in step 3, the deformation amount is calculated, and the finite element simulation is carried out on the die forging process of the designed wavy shape blank. The equivalent deformation of the central part exceeds 1; the blank size is modified and determined in ...
example 2
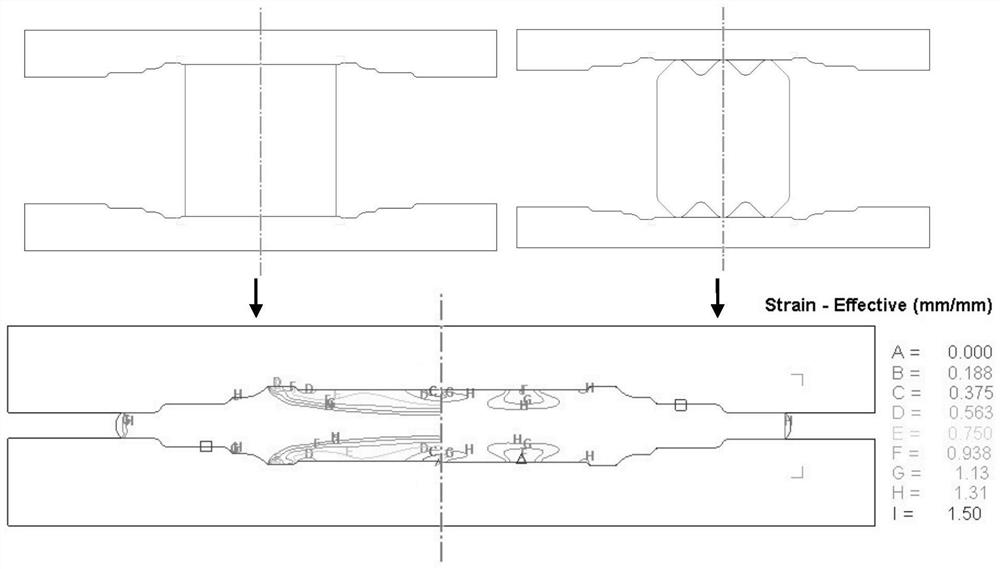
[0029] Example 2: Using step 1 of this method to determine the deformation of the GH4169 alloy, through the die forging physical test in the range of 15-70% deformation, the relationship between the properties of the alloy and the deformation parameters is obtained, and the deformation of the required performance is determined. The quantity needs to be ≥0.35; step 2 is the wave-shaped blank design. On the basis of the die forging principle design, the upper and lower end surfaces of the blank are designed to be wave-shaped, and the wave-shaped height dimensions h1 and h2 are 15% of the total height of the blank. B is set at 60°, and the wavy shape is distributed in a continuous form; the calculation of deformation in step 3 is to carry out finite element simulation on the die forging process of the designed wavy blank, and the deformation of different parts of the blank can be obtained from the post-simulation processing process, and the surface part and The equivalent deformat...
example 3
[0030]Example 3: Using step 1 of this method to determine the deformation of the GH4169 alloy, through the die forging physical test in the range of 15-70% deformation, the relationship between the properties of the alloy and the deformation parameters is obtained, and the deformation that the die forging deformation reaches the required performance is determined The quantity needs to be ≥0.35; step 2 is the wave-shaped blank design. On the basis of the design of the die forging principle, the upper and lower end surfaces of the blank are designed to be wave-shaped, and the wave-shaped height dimensions h1 and h2 are 15% of the total height of the blank. B is set at 120°, and the wavy shape is distributed in a continuous form; in step 3, the deformation amount is calculated, and the finite element simulation is carried out on the die forging process of the designed wavy shape blank. The equivalent deformation of the central part is more than 1; the blank size is modified and de...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More