

Roller casting method based on temperature control
A roll and roll neck technology is applied in the field of light-weight and low-mass energy-saving casting of roll castings. The effect of high rate and good application prospect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The invention provides a roll casting method based on temperature control, which specifically includes the following steps:
[0027] S1: According to the requirements of the roll, design the drawing of the roll parts, the position of the roll neck is according to the drawing, and no additional feeding allowance is added;
[0028] S2: Calculate and design the riser according to the feeding volume;
[0029] S3: Transform the casting and riser into a three-dimensional CAD model, simulate and analyze the solidification process, and calculate the solidification time of the roll body, roll neck and riser;
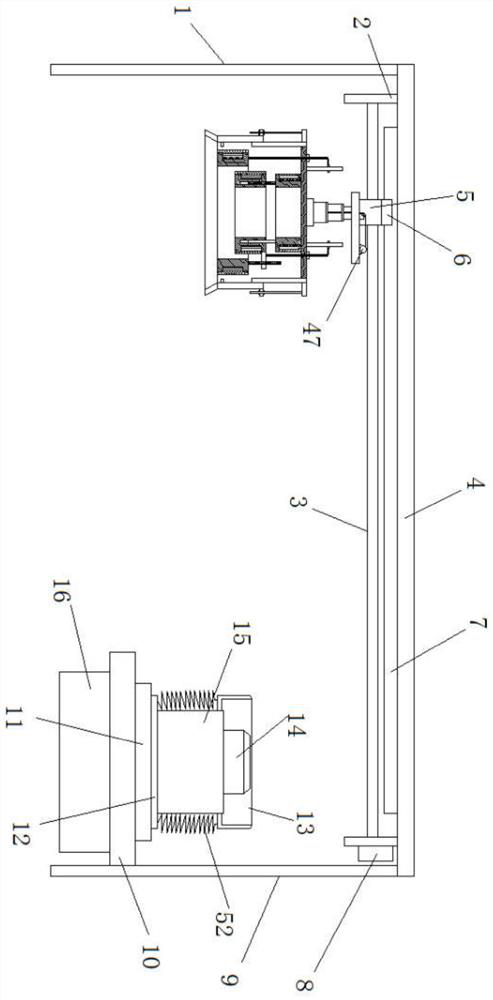
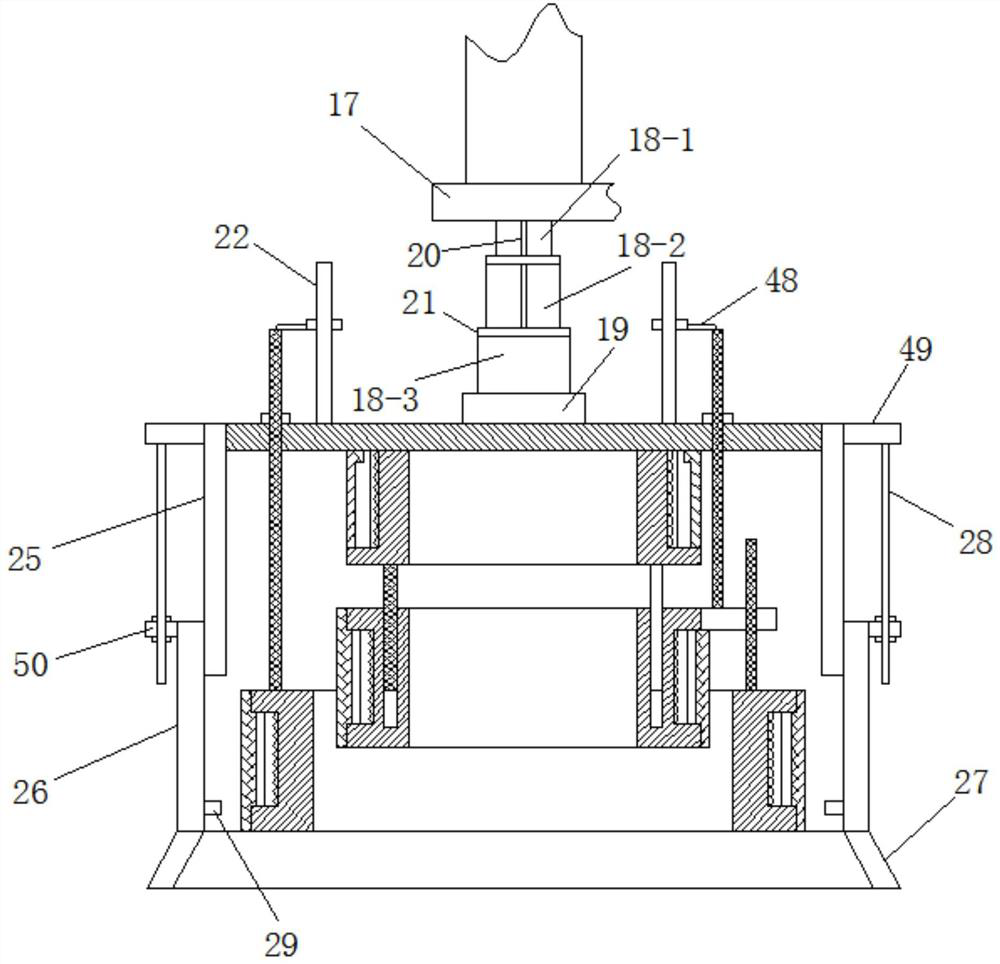
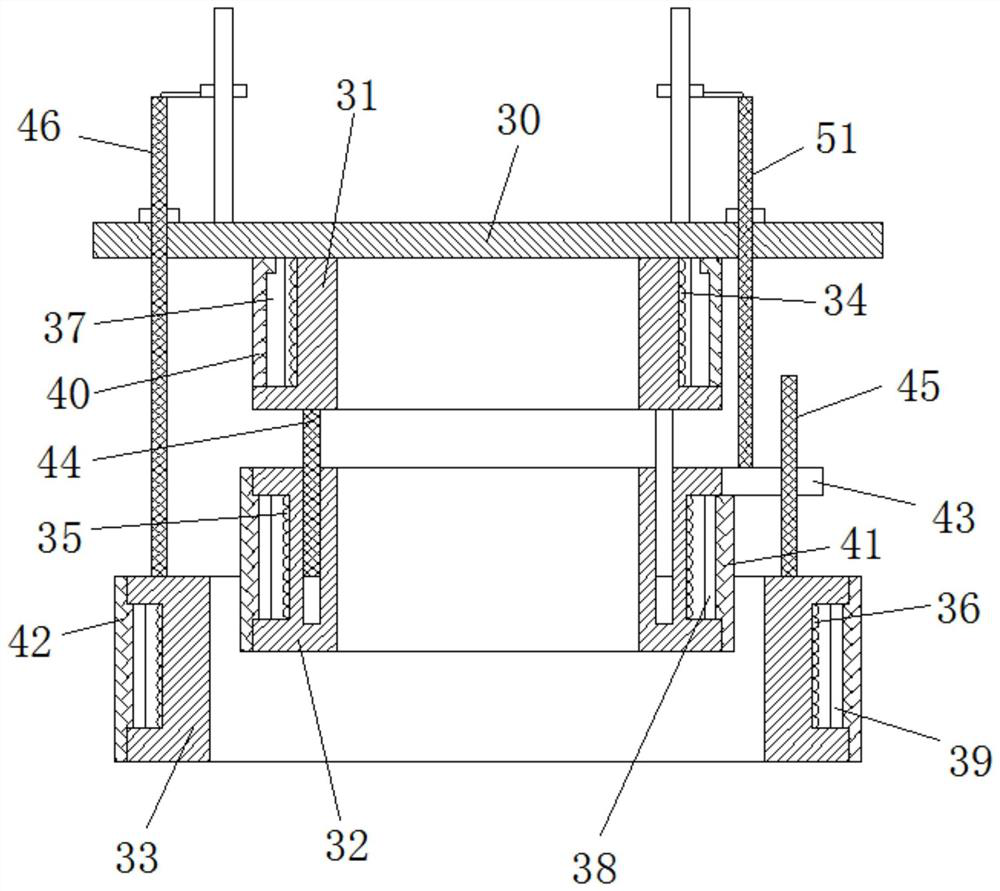
[0030] S4: Casting roll, after the casting is completed, start the translation lifting mechanism, so that the induction heating device is set on the roll neck and the outside of the riser of the roll, so that induction coils are respectively set on the roll neck and the outside of the riser;
[0031] S5: In the solidification stage, start the induction heating device to c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More