

Guide hole machining method
A processing method and technology of guide holes, applied in the field of inner hole processing, can solve the problems of high cost, difficulty in meeting the delivery date and cost requirements of users' batch products, low production efficiency, etc., and achieve the effect of low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] This embodiment takes the production of the tapered hole of the bushing as an example, and gives a detailed explanation of the method for producing the tapered hole of the bushing provided by the present invention.
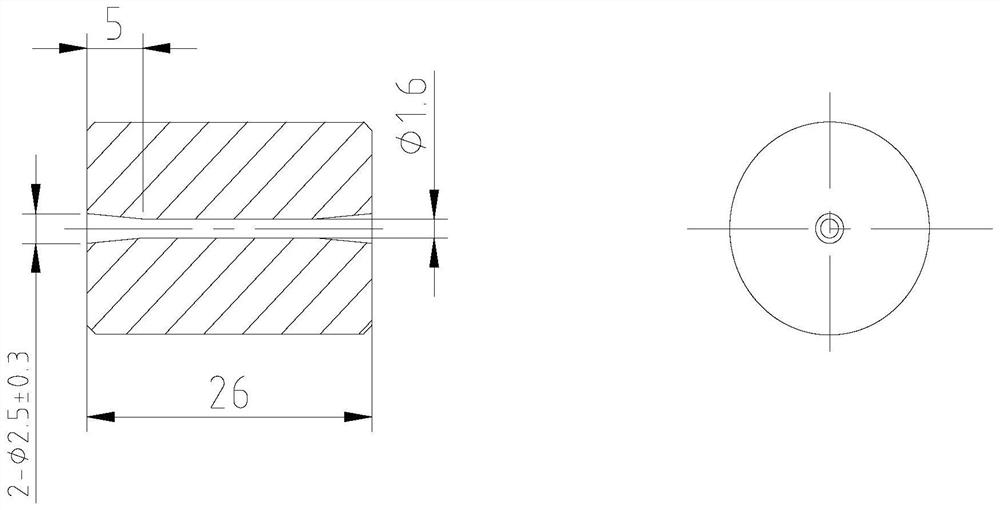
[0050] In this embodiment, the shaft sleeve with tapered hole to be processed is as follows: figure 1 As shown, the inner straight hole of the shaft sleeve is required to have an inner diameter of Φ1.6+(0~0.025)mm, and the size of the guide hole of the shaft sleeve is required to be a diameter of Φ2.5±0.3mmx5±1mm.
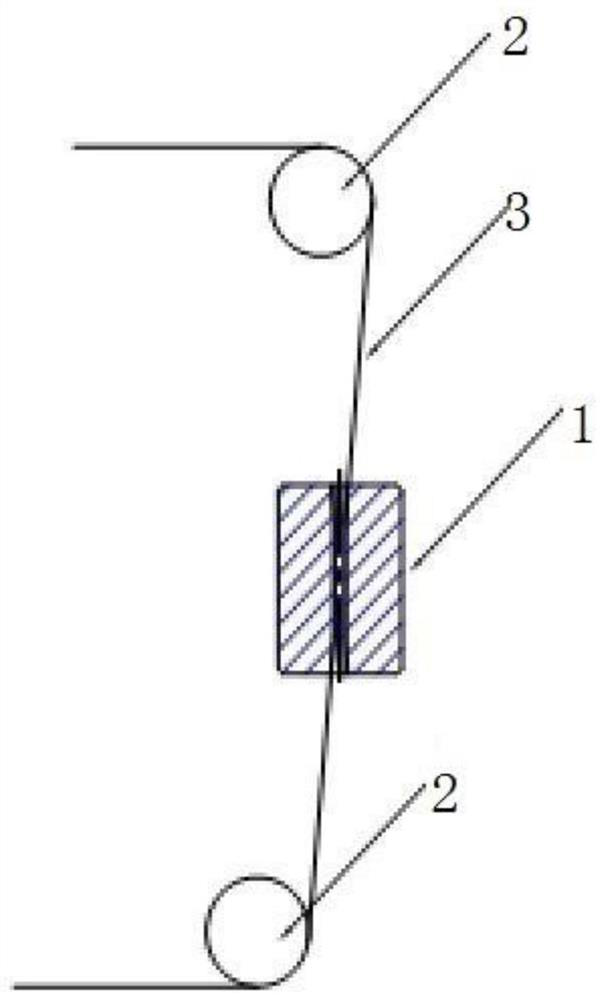
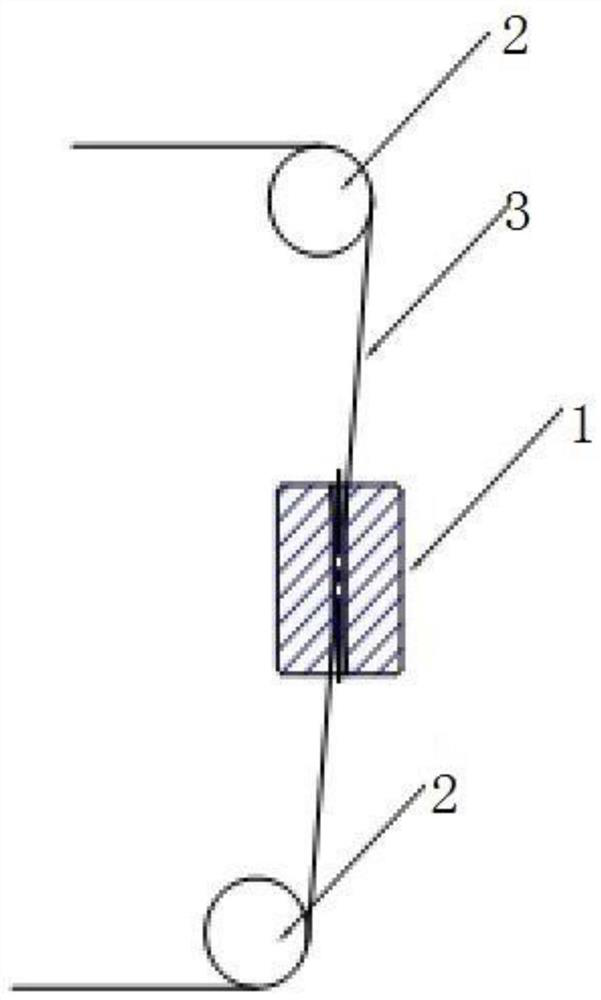
[0051] The processing method adopted in this embodiment is wire electric discharge cutting to ensure the shape of the taper hole. The method for processing the above-mentioned bushing taper hole provided in this embodiment includes the following steps:
[0052] (1) After the commissioning is completed, the wire cutting inner hole taper tooling is completed, the program origin is set, the program is positioned at the program origin, the wire drum...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More