

Machining process of aero-engine blade
An aero-engine and processing technology, which is applied in the field of aero-engine blade processing and manufacturing, can solve the problems of low blade processing accuracy and the like
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] A processing technology for an aeroengine blade, comprising the steps of:
[0032] Step 1) utilize milling processing to obtain standardized processing benchmarks at both ends of the rough material of the blade;
[0033] Step 2) Positioning with the processing reference in step 1), and sequentially process all parts of the blade by using the rough milling method and the fine milling method;
[0034] Step 3) taking the fine milling surface of the blade after the fine milling process in step 2) as the positioning reference, removing the standardized reference at both ends of the blade, and fine milling the blade upper edge plate and the blade lower edge plate in place;
[0035] Step 4) Carrying out polishing, inspection and surface treatment on the blade treated in step 3) in sequence to obtain the aeroengine blade.
Embodiment 2
[0037] A milling process method for an aeroengine blade, comprising:
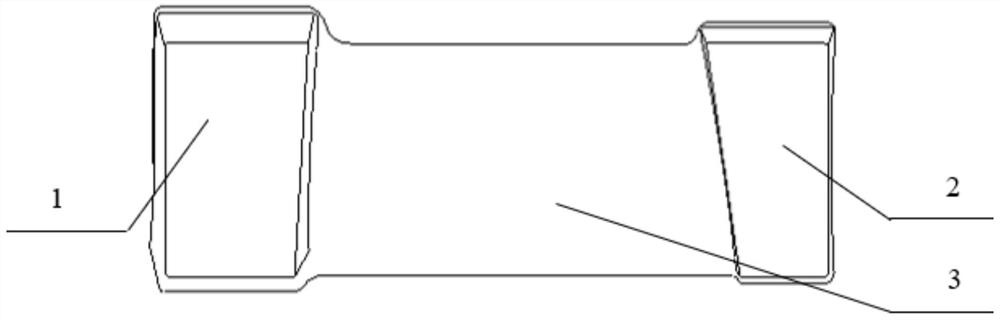
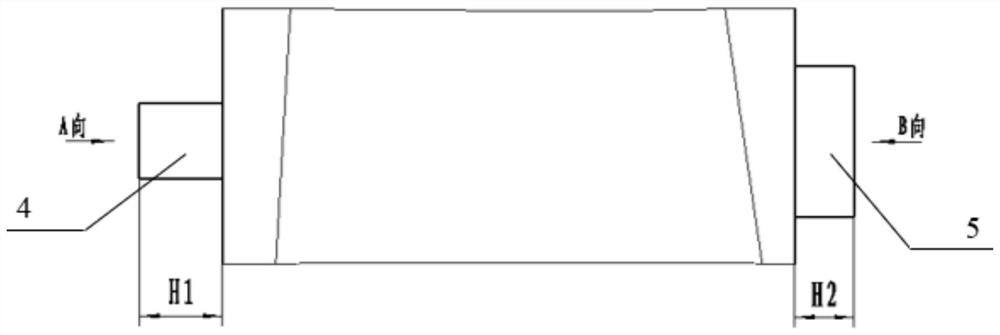
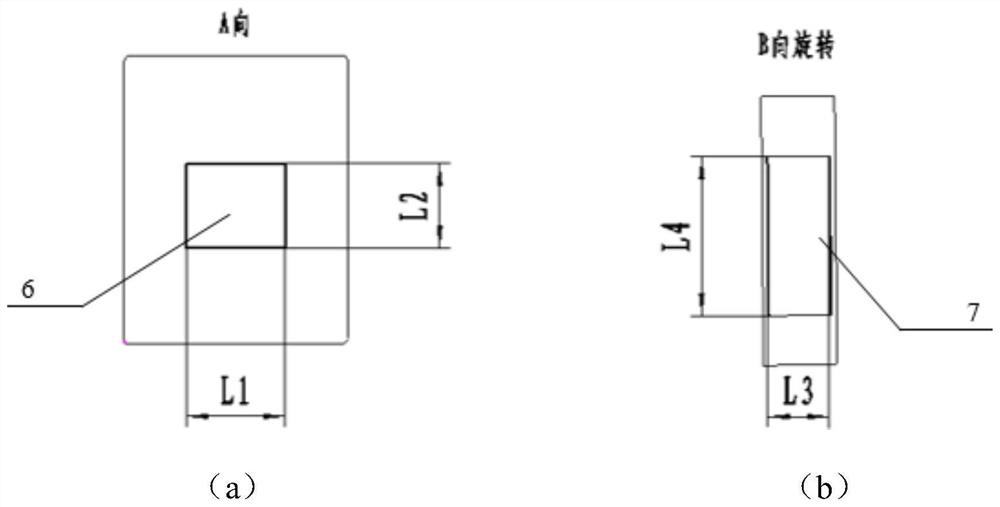
[0038] a. Standardized processing and testing benchmarks: milling at both ends of the blade wool to produce standardized processing benchmarks, such as figure 2 shown. If the machining standards for milling blades with multiple numbers are the same, a set of universal fixtures can be used to process blades with multiple numbers. When testing, the general fixture is used for positioning and the coordinate system is corrected, so no special testing fixture is needed.
[0039] b. Positioning datum with low precision requirement when finishing blade milling: during finishing machining, the machining datum during rough machining can be used for positioning, and the datum accuracy can be set within a wide range.
[0040] c. Non-deformation clamping and positioning method: one end is directly clamped and positioned with a general-purpose fixture for standardized processing benchmarks, and the other end is posit...
Embodiment 3
[0043] a. Standardized processing and testing benchmarks: milling square positioning benchmarks at both ends of the blade, such as figure 2 As shown, all parts of the machined blade are positioned on this basis (except for the reference interference areas at both ends). By standardizing this reference dimension, blades with similar structures and multiple numbers no longer need special fixtures. When testing, the general fixture is used for positioning and the coordinate system is corrected, so no special testing fixture is needed. b. Positioning datum with low precision requirements when finishing milling blades: the disadvantage of fine datum required for traditional finishing of twisted blades. The processing and testing of all parts are carried out based on the theoretical coordinate origin, and the theoretical model is closely combined with the actual processing and testing. The processing size of the blade is no longer directly related to the accuracy of the fixture, t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More