

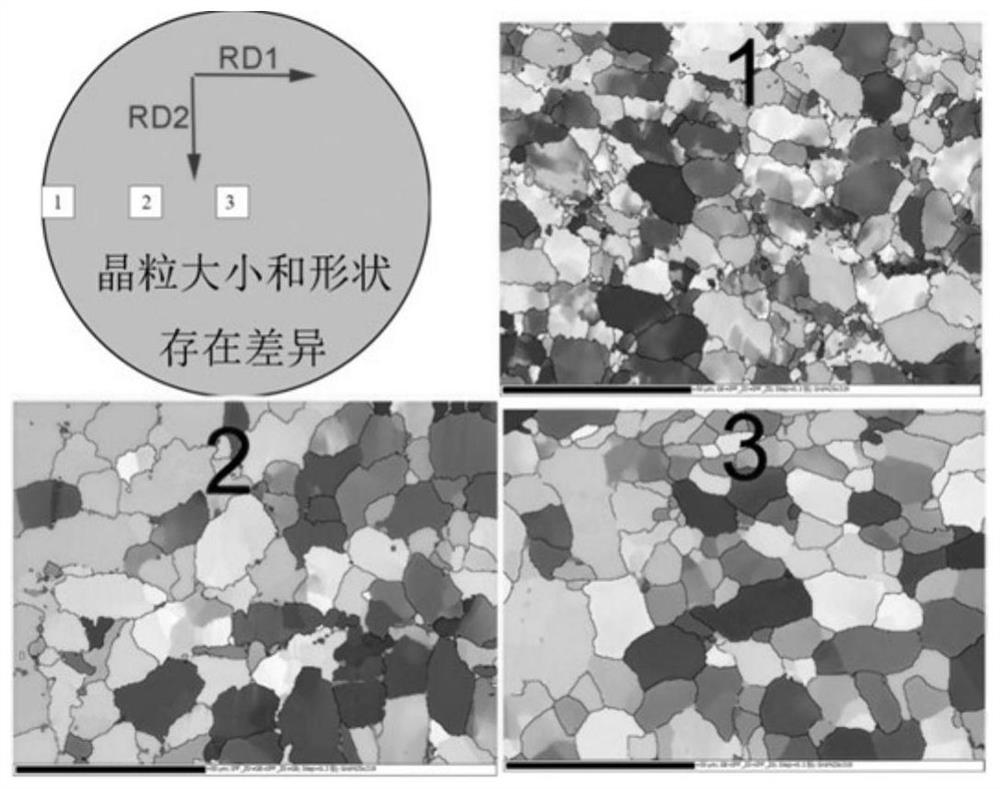
A Forming Method Combining Free Forging and Pulse Current Assisted Extrusion to Improve Microstructure Uniformity of Titanium Alloy Bars
A technology of pulsed current and uniform structure, applied in metal processing equipment and other directions, can solve the problems of inability to meet aerospace, poor microscopic uniformity, and reduced mechanical properties, and can compensate for uneven temperature field distribution, large temperature window, and mechanical performance indicators. improved effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0041] Embodiment 1: Ti6554 rod preparation
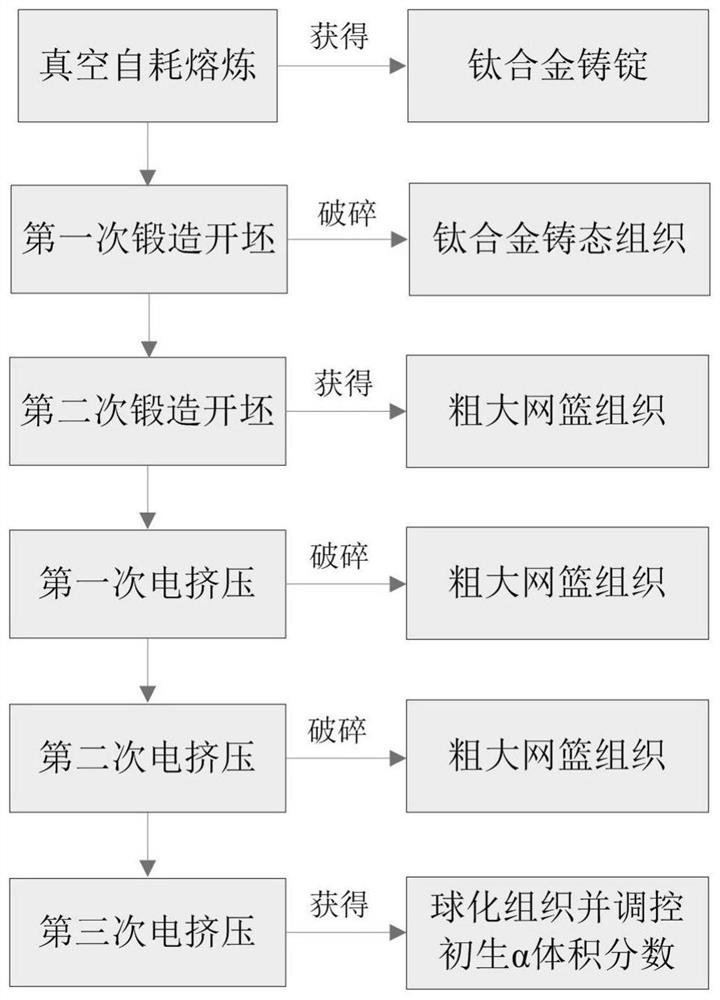
[0042] The chemical composition of Ti6554 titanium alloy is (%, mass fraction): chromium 5.7, molybdenum 4.7, vanadium 4.8, aluminum 3.9, iron 0.08, silicon 0.028, carbon 0.025, and the rest of titanium. Phase transition temperature T of Ti6554 β =820°C, which belongs to the high-strength and tough near-β titanium alloy with high content of alloying elements, so a 70kg ingot (diameter 170mm×length 200mm) was obtained by smelting three times in a vacuum consumable electric arc furnace. The specific smelting parameters are shown in Table 1.
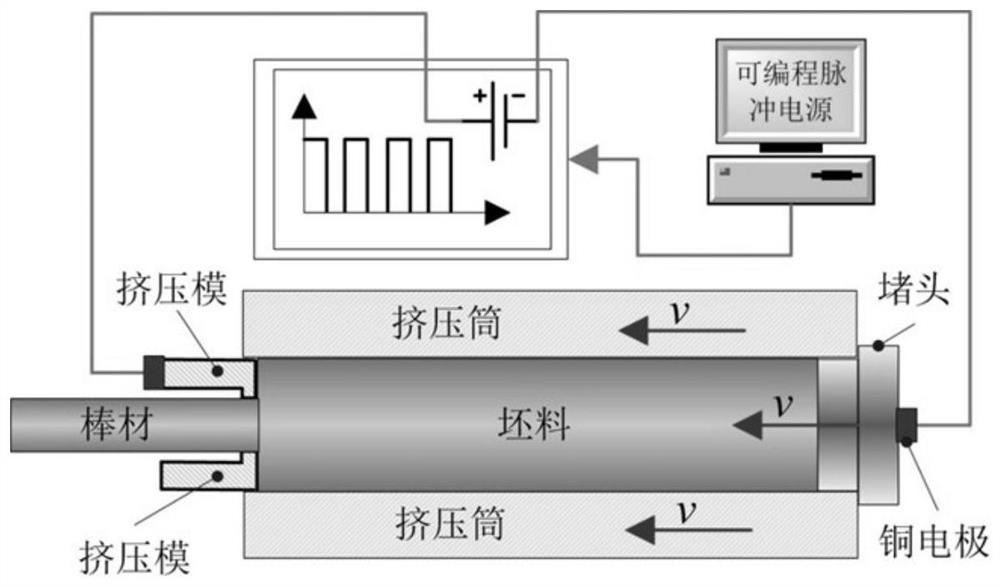
[0043] Heat the 70kg ingot to 1150°C for 2 hours, quickly move it to a 3-ton hammer forging machine, perform A and B upsetting and drawing deformation treatments to complete the free forging billet opening process, and obtain a forged bar with a diameter of 100mm. Perform A and B extrusion deformation treatments to complete the pulse current assisted extrusion process of forged bars (see Table ...
Embodiment 2
[0044] Embodiment 2: Ti55531 rod preparation
[0045] The chemical composition of the Ti55531 titanium alloy is (%, mass fraction): aluminum 5.3, molybdenum 5.2, vanadium 5.2, chromium 2.65, zirconium 1.02, and the rest of titanium. Phase transition temperature T of Ti55531 β =850°C, which belongs to high-strength and tough near-β titanium alloy with high content of alloying elements, so a 70kg ingot (diameter 170mm×length 200mm) was obtained by smelting three times in a vacuum consumable electric arc furnace. The melting parameters are shown in Table 1.
[0046] Heat the 70kg ingot to 1100°C for 2 hours, quickly move it to a 3-ton hammer forging machine, implement A and B upsetting and drawing to complete the free forging billet opening process, and obtain a forged bar with a diameter of 100mm. Extrusion A and B were performed to complete the pulse current assisted extrusion process for the forged bar (see Table 3 for specific process parameters), and a bar with a diameter o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| phase transition temperature | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| phase transition temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More