Steel casting vehicle device and steel casting operation method
An operation method and steel car technology, which are applied in the direction of equipment for feeding molten metal into molds, casting molten material containers, manufacturing tools, etc., can solve the problems of increasing the labor intensity of operators and the accuracy and reliability of automatic steel pouring equipment. Guaranteed, increased equipment costs and other issues, to achieve the effect of improving the utilization rate of steel pouring equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention will be further described below in conjunction with the accompanying drawings.
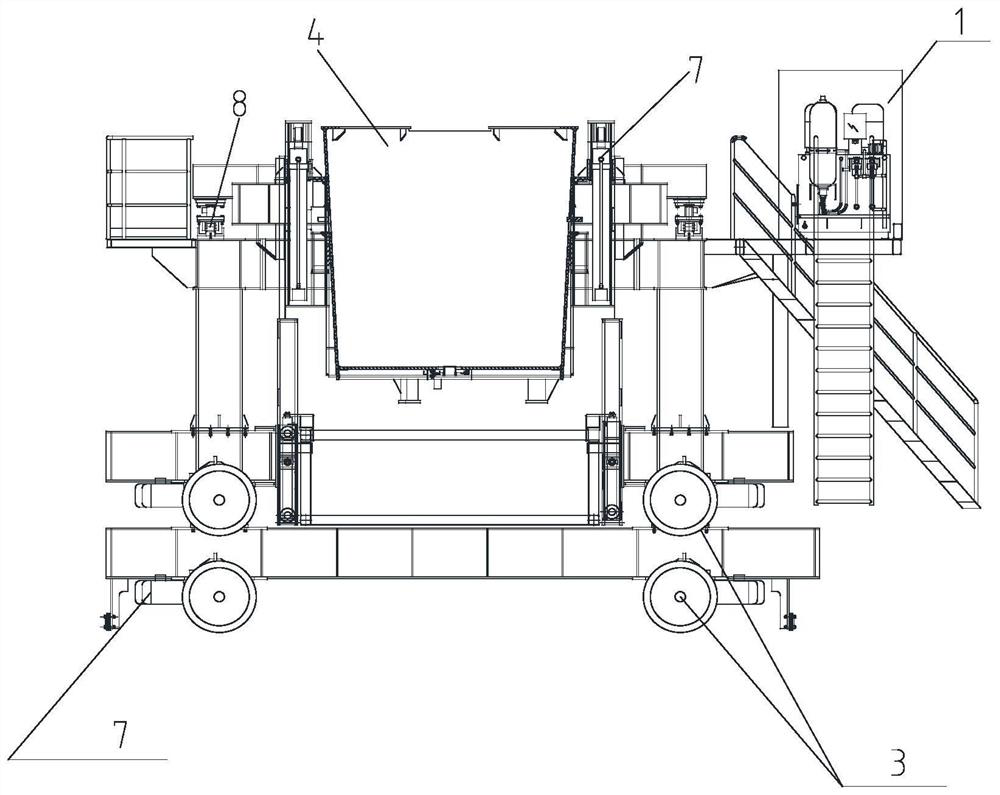
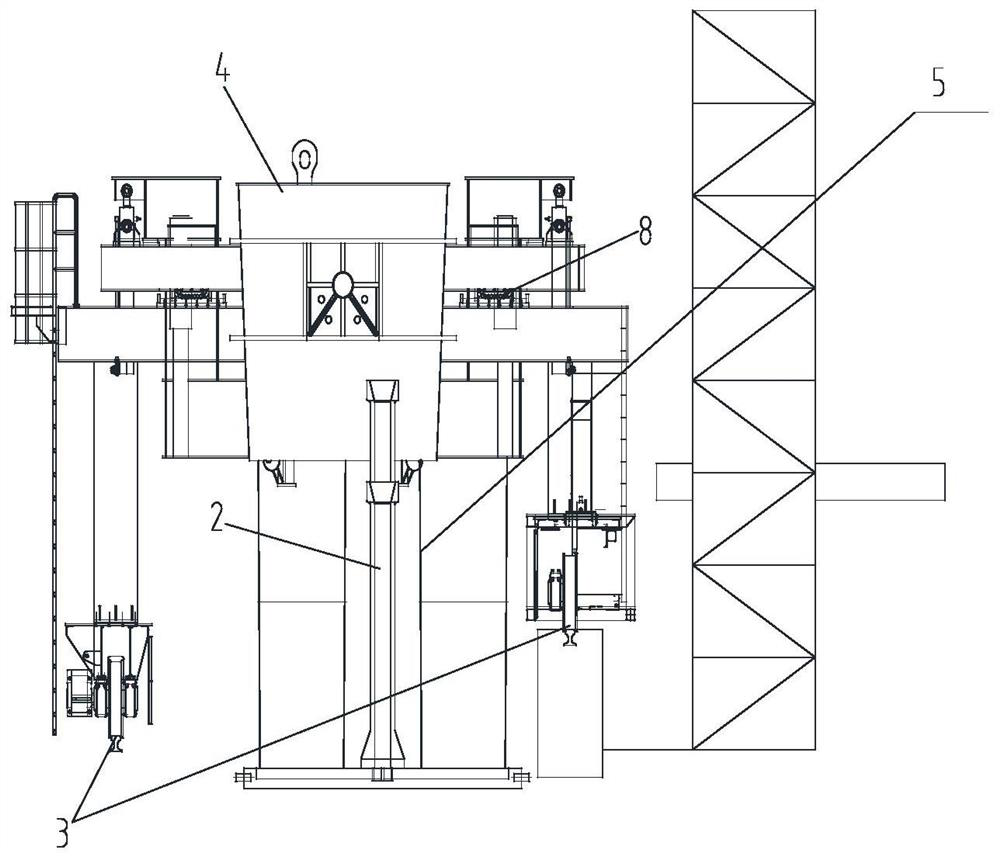
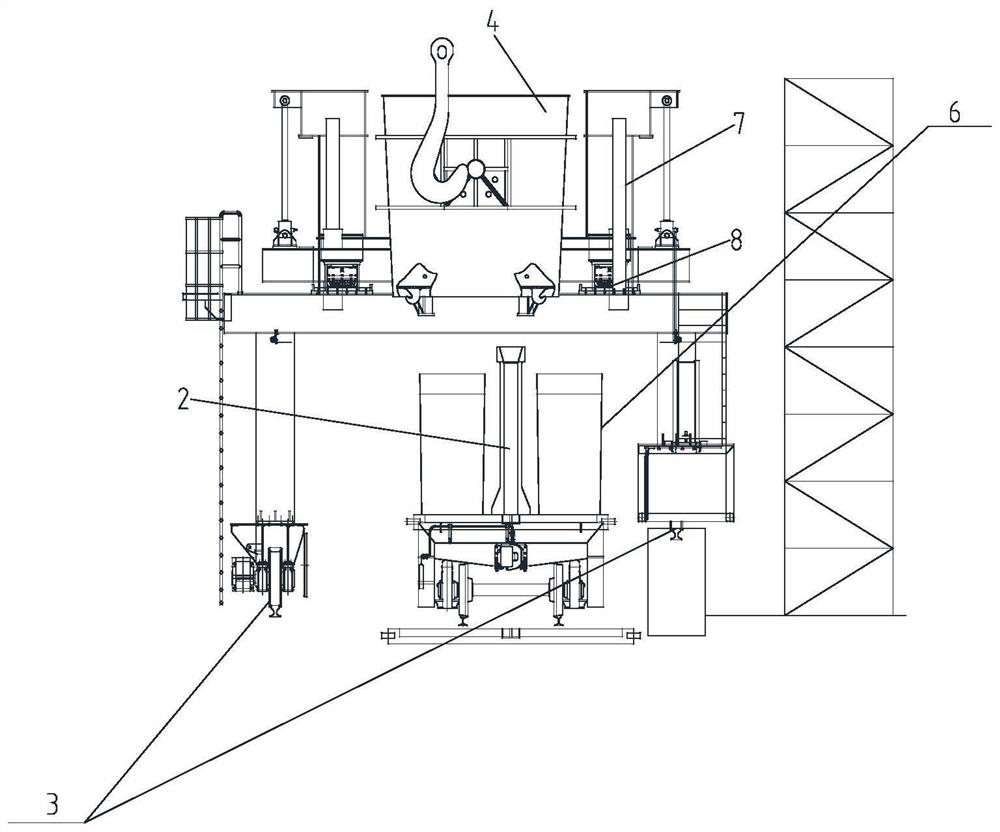
[0020] Such as figure 1 , figure 2 , image 3 The shown pouring car device includes a molten steel ladle 4 with a sprue at the bottom, a traverse device 8 and a lifting device 7 arranged on the traverse device 8, and the molten steel ladle 4 is arranged on the elevating device 7 , the traverse device 8 is arranged on the traveling transmission device 3, wherein the moving direction of the traverse device 8 and the moving direction of the traveling transmission device 3 are perpendicular to each other.
[0021] For the vehicle casting line, the molten steel ladle 4 of the automatic steel pouring vehicle can realize fixed safe pouring of steel, eliminate the operation of driving the full ladle ladle casting, and avoid the slip hook existing in the long time full ladle casting , falling bags and other catastrophic safety risks. As for the pit casting line, the molten...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



