

A device and method for ultrasonic brazing of superhard abrasive grinding wheel
A superabrasive and ultrasonic technology, applied in the direction of grinding equipment, grinding/polishing equipment, metal processing equipment, etc., can solve problems such as high brazing temperature, large thermal deformation of the grinding wheel, and changes in the position of abrasive grains, and achieve brazing Small effect of welding heat, uniform contour and low brazing temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
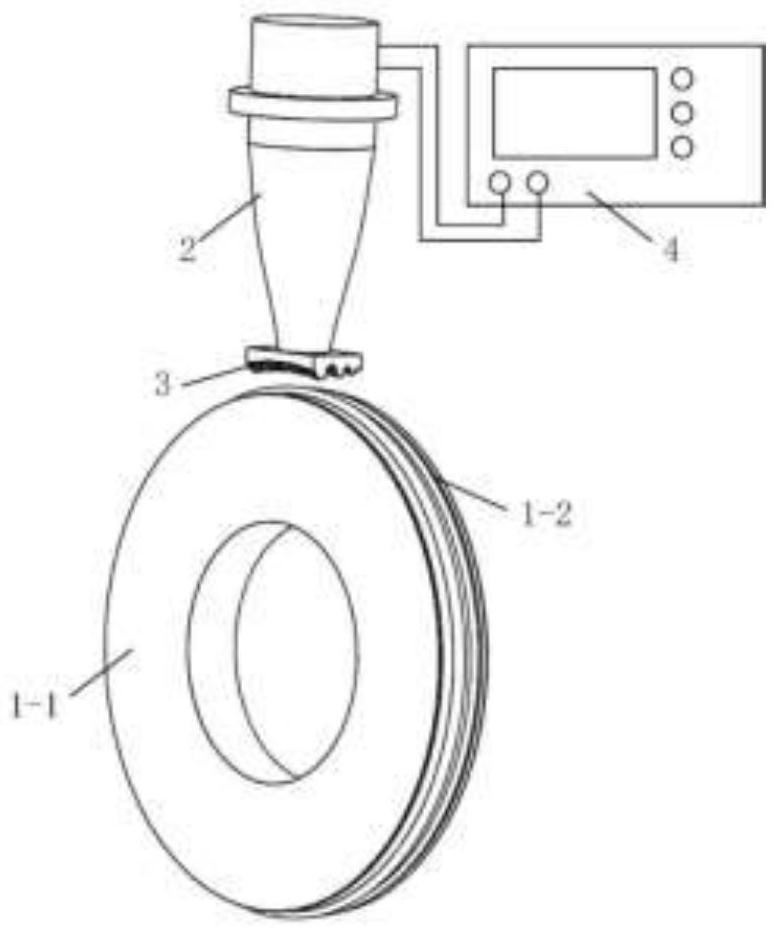
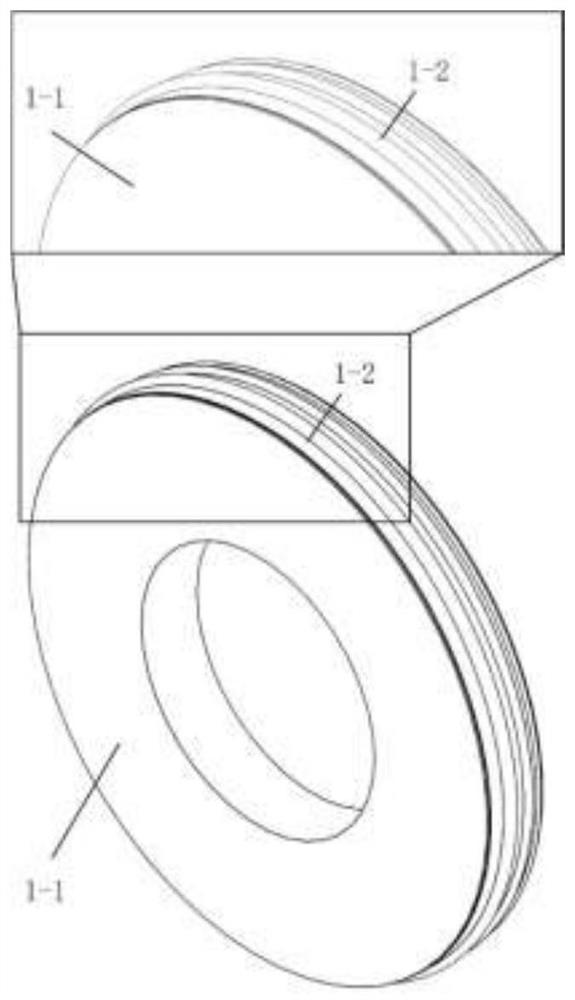
[0046] In this embodiment, the inner diameter of the grinding wheel is 127 mm, the outer diameter is 400 mm, and the width is 10 mm. Using a lathe to precisely turn the grinding wheel substrate, ensure that the roundness, runout and flatness of the grinding wheel working surface are all within ±0.01mm. 0.2g / cm on the working surface of the grinding wheel 2 A layer of copper-tin-titanium alloy brazing filler metal is evenly distributed under the pressure of high-frequency induction brazing method, and the brazing filler metal on the working surface is heated by high-frequency induction brazing method to melt, infiltrate with the substrate, and spread on the substrate to form a brazing filler metal layer. Using the lathe to finish turning the grinding wheel substrate with the brazing material layer, further ensure that the roundness, runout and flatness of the grinding wheel working surface are within ±0.01mm, and the thickness of the brazing material layer is 0.5±0.1mm.
[004...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More