

Process and device for automatic argon arc welding and narrow gap burial arc welding for circular pipe header seam
A technology of submerged arc welding and argon arc welding, which is applied in the field of automatic welding process of header box of power station boiler, can solve the problems of high labor intensity of welders, influence of welding quality, low production efficiency, etc., save auxiliary time and improve welding quality , the effect of reducing labor intensity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
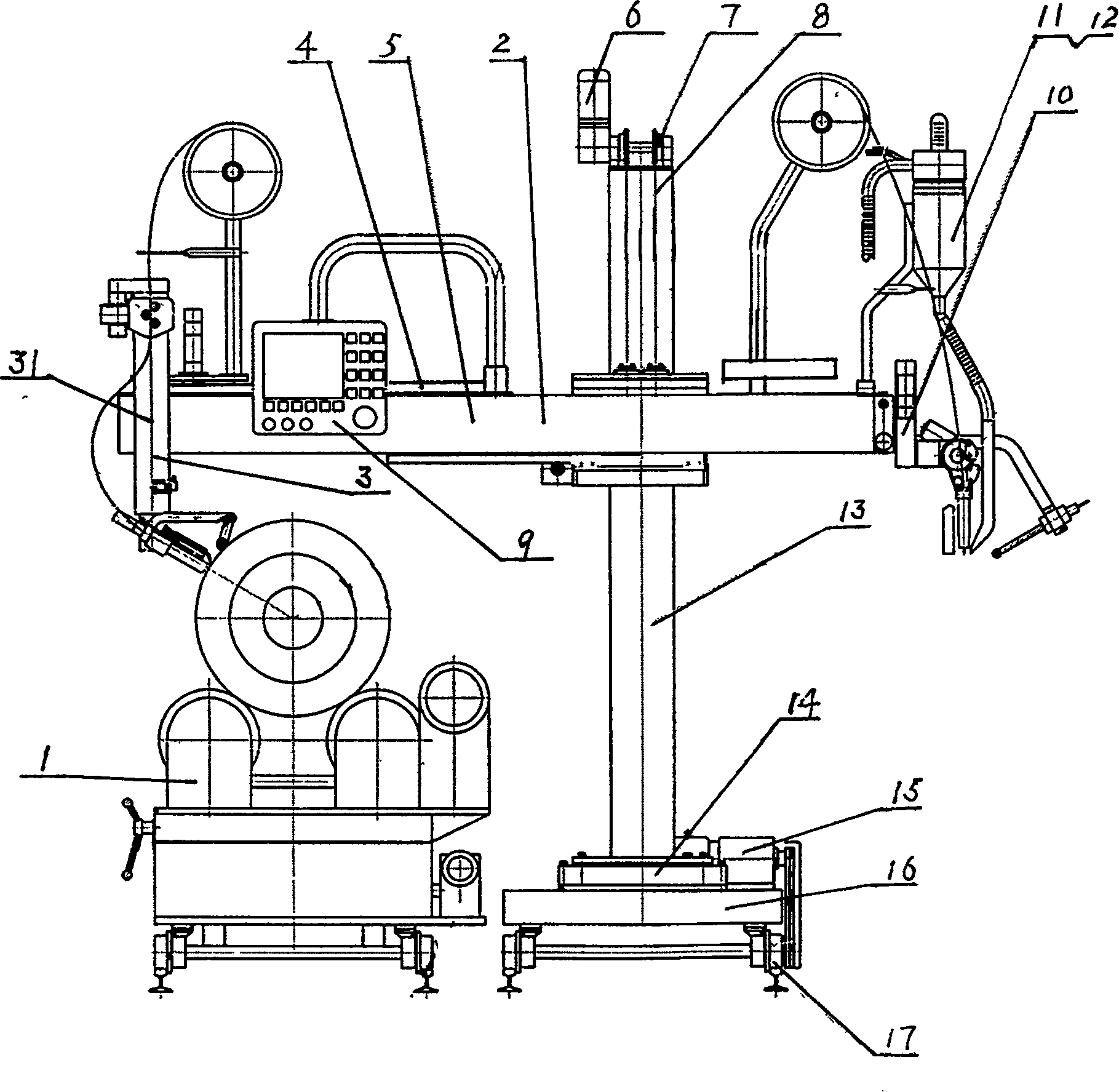
[0030] The main technical parameters of the header during welding
[0031] Applicable range of header diameter: Φ219-838mm
[0032] Scope of header wall thickness: 16-120mm Header length: scope of application: single tube:
[0033] 1-12m; total length after welding: max.25m
[0034] Header material: carbon steel, alloy steel and stainless steel
[0035] Preheating temperature before welding: ≤300℃
[0036] Groove type of header ring seam:
[0037] U-shaped bevel with narrow gap, bevel angle range: 2~5°, root R 6, blunt edge 2mm, no gap; it can also adapt to ordinary double V-shaped bevel.
[0038] Wire Diameter:
[0039] Automatic argon arc welding TIG welding wire: Φ1.0~1.2mm
[0040] Fine wire narrow gap submerged arc welding NG-SAW wire: Φ1.6~2.0mm
[0041] Ordinary submerged arc welding SAW wire: Φ3.0~4.0mm
[0042] The automatic argon arc welding + narrow gap submerged arc welding process of the header ring seam is:
[0043] 1. The preheating temperature of the h...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More