

Injection molding method and device
An injection molding device and injection molding technology, applied in the field of injection molding devices, can solve the problems of long molding time, non-uniform coverage of the terminal part of the mold cavity, curing, etc., shorten the molding time, improve transferability, and eliminate deformation Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
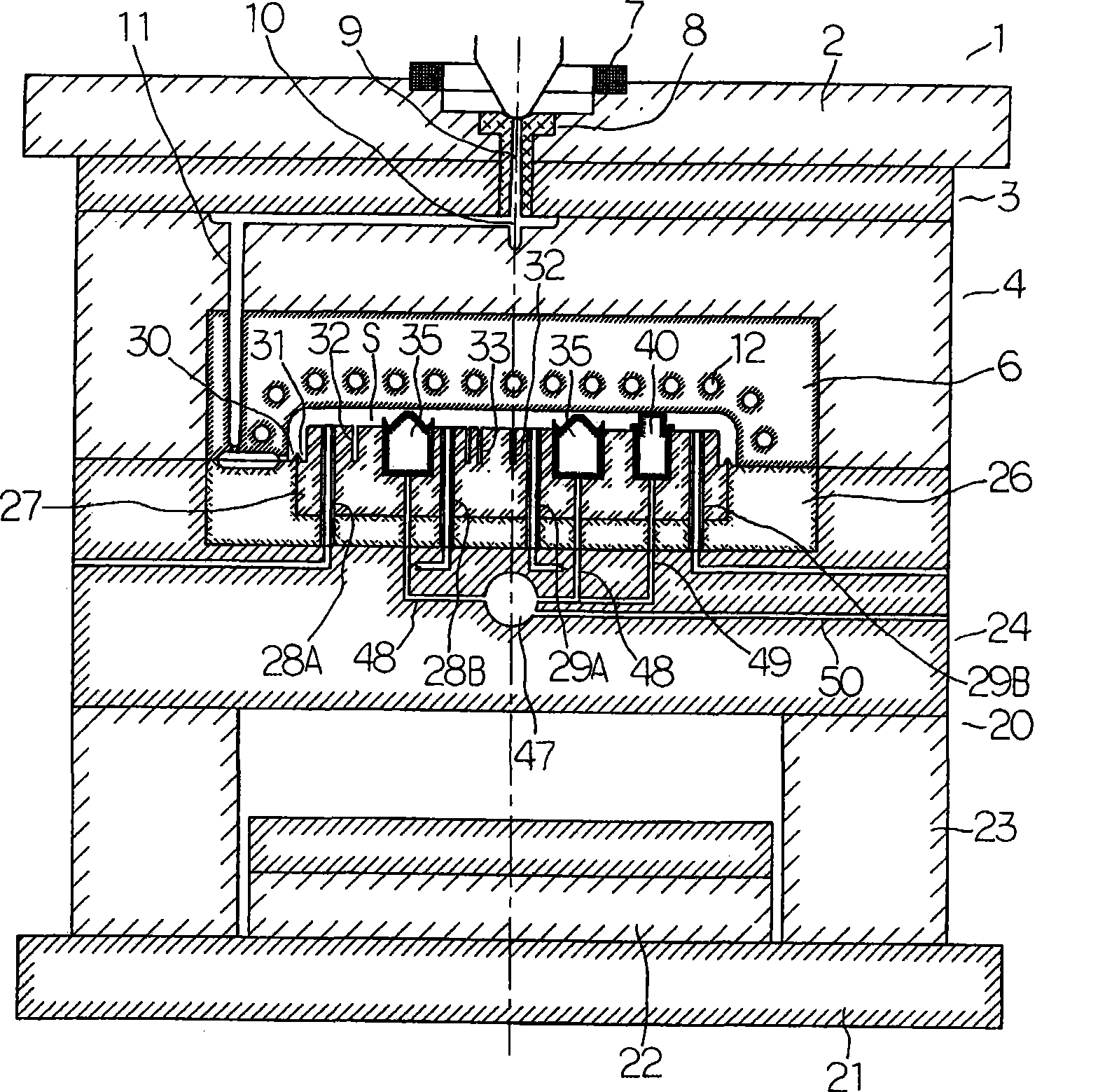
[0138] Embodiments of the present invention will be described below with reference to the drawings. First, according to figure 1 Next, the overall configuration of the injection molding apparatus will be described. 1 is a fixed-side assembly mounted on a fixed platen (not shown) by screws. The fixed-side assembly 1 includes: a first bottom plate 2 on a fixed side; a second bottom plate 3 on a fixed side. fixed on the first bottom plate 2 on the fixed side; the third bottom plate on the fixed side is fixed on the second bottom plate 3 on the fixed side by screws; the female mold part (fixed mold part) 6 is arranged on the fixed side In the recess of the third bottom plate 4 and fixed on the third bottom plate 4 of the fixed side by screws; the positioning ring (locate ring) 7 is arranged on the first bottom plate 2 of the fixed side and leans against the fixed platen. The position is to position the first bottom plate 2 on the fixed side relative to the fixed platen; and a sp...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More