

Cavity casting and liner removing technique
A process and cavity technology, which is applied in the field of cavity casting and de-billing process, can solve the problems of increased cost, weight deviation, unqualified parts performance, etc., and achieves the effects of good cost, small weight deviation and cost control.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
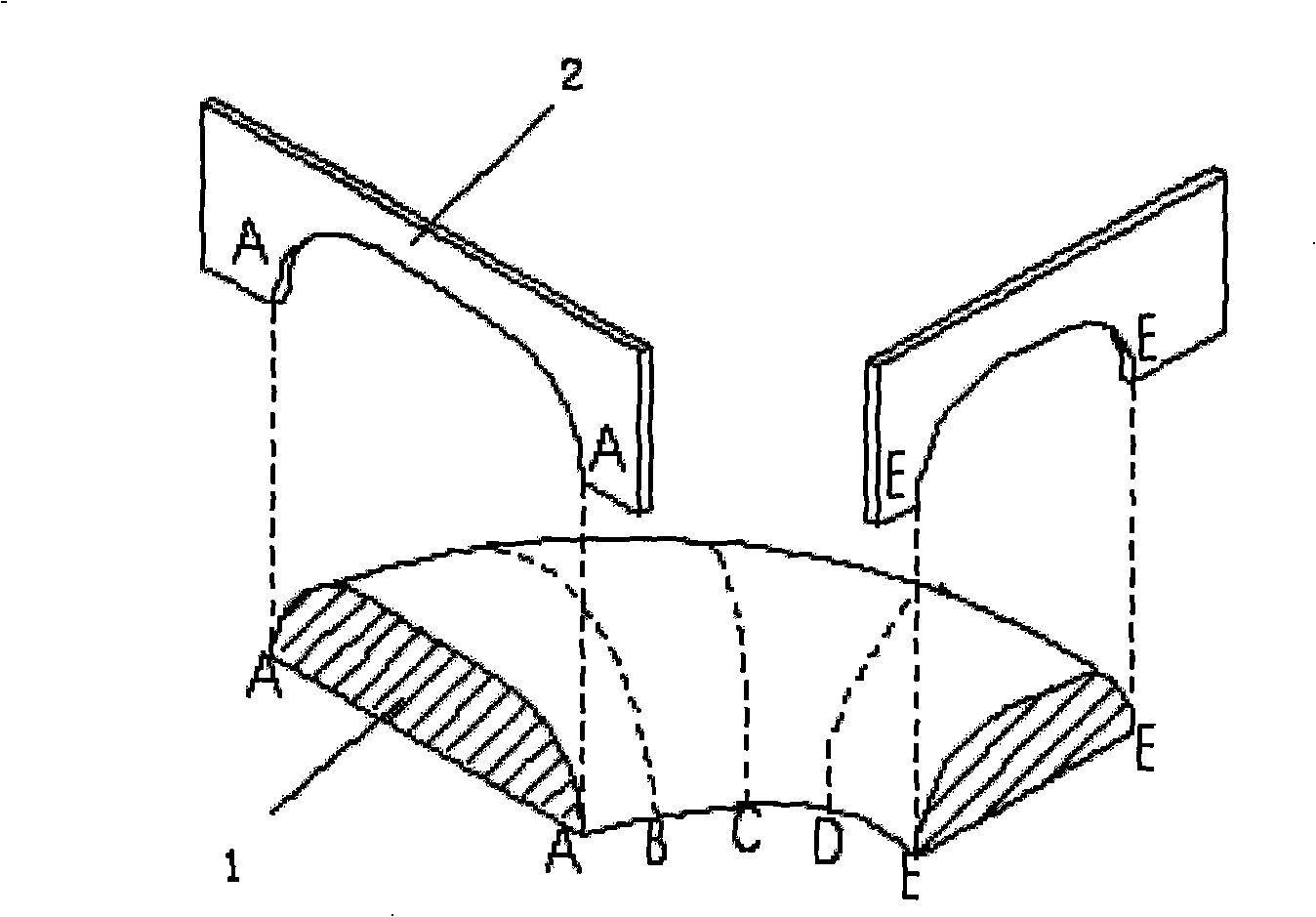
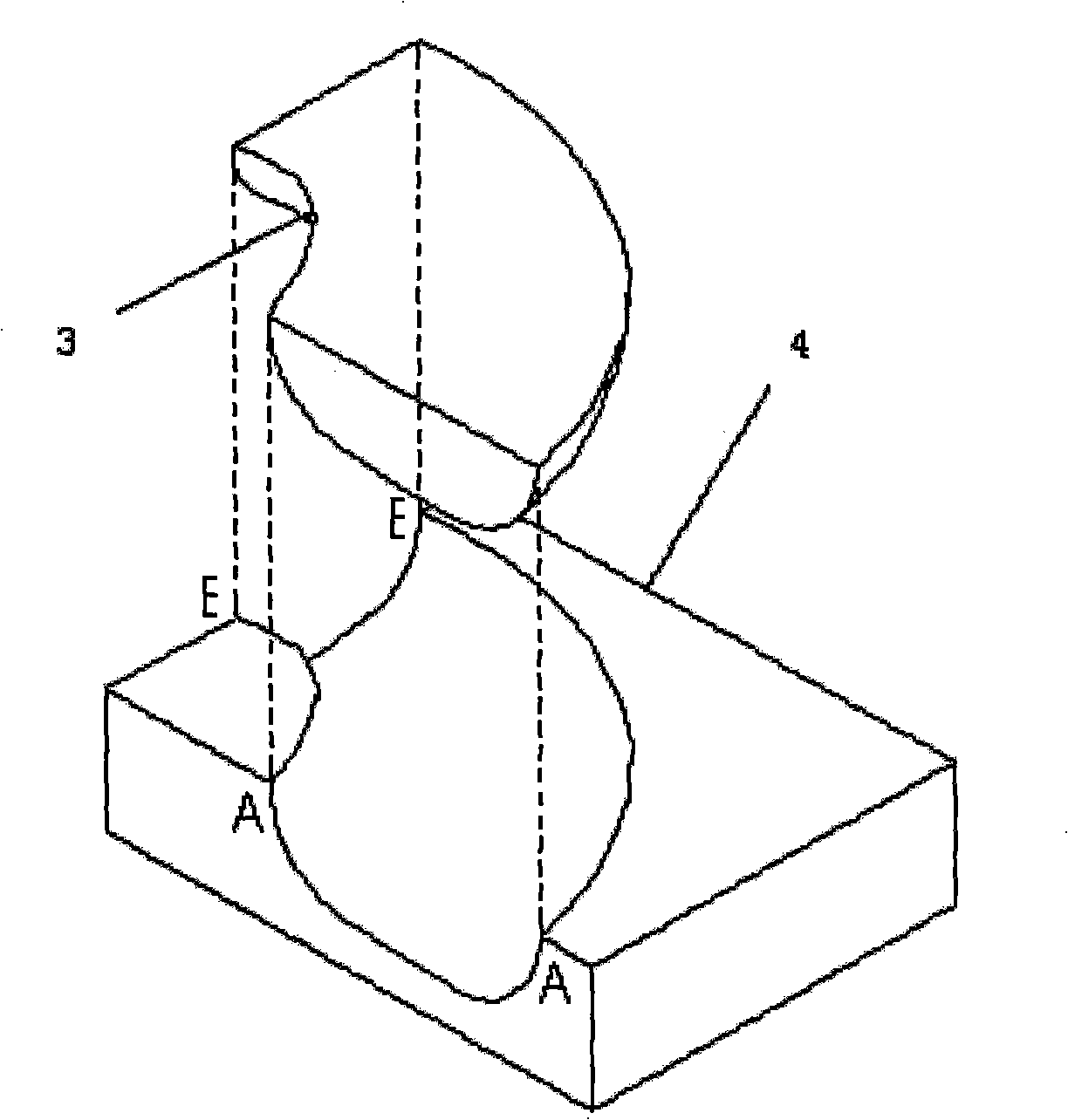
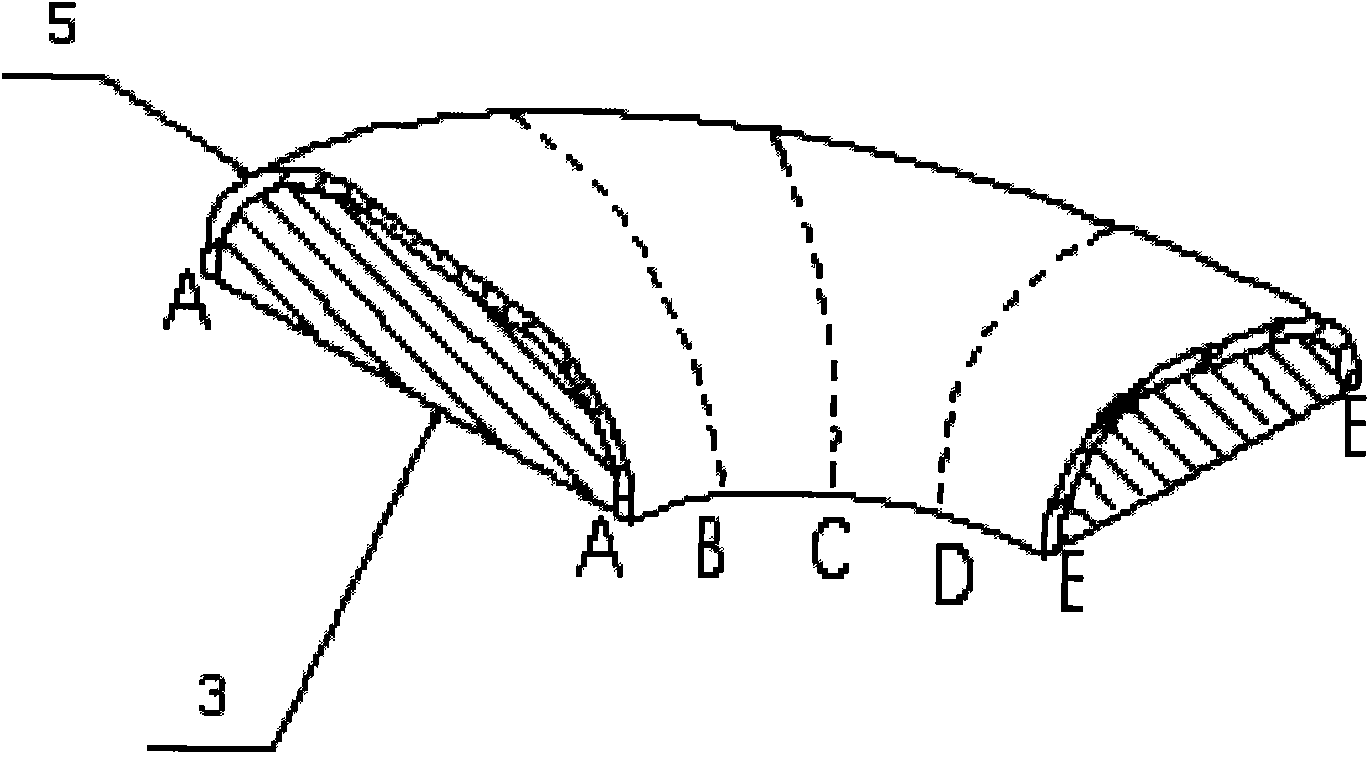
[0013] Bile removal is to make complex wooden molds with simple wooden molds. Figure 4 Parts shown, step 1, see figure 1 According to the shape of the inner cavity of the part 6 to be cast, a set of concave templates 2 for each section of A~E is made, positioned according to the size direction of the part drawing, and the shape of each section is shoveled on the dry wood with the template 2, and the sections are smoothly connected to form a wood Entity 1; Step 2, see figure 2 , use the wooden entity 1 to make a master mold in the plastic core box 4, and then make a plastic entity 3 on the master mold; the third step, see image 3 , on the plastic entity 3, nail the material with the same thickness as the part 6 to be cast, and connect it smoothly with plastic to form the outer mold pattern 5.
[0014] The mechanical parts produced by using...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More