

Method for capping nickel and stainless steel continuous casting tail billet
A continuous casting slab and stainless steel technology, which is applied in the capping field of nickel stainless steel continuous casting tail billet, can solve the problems of long shrinkage cavity of tail billet and affecting the yield of cast billet
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
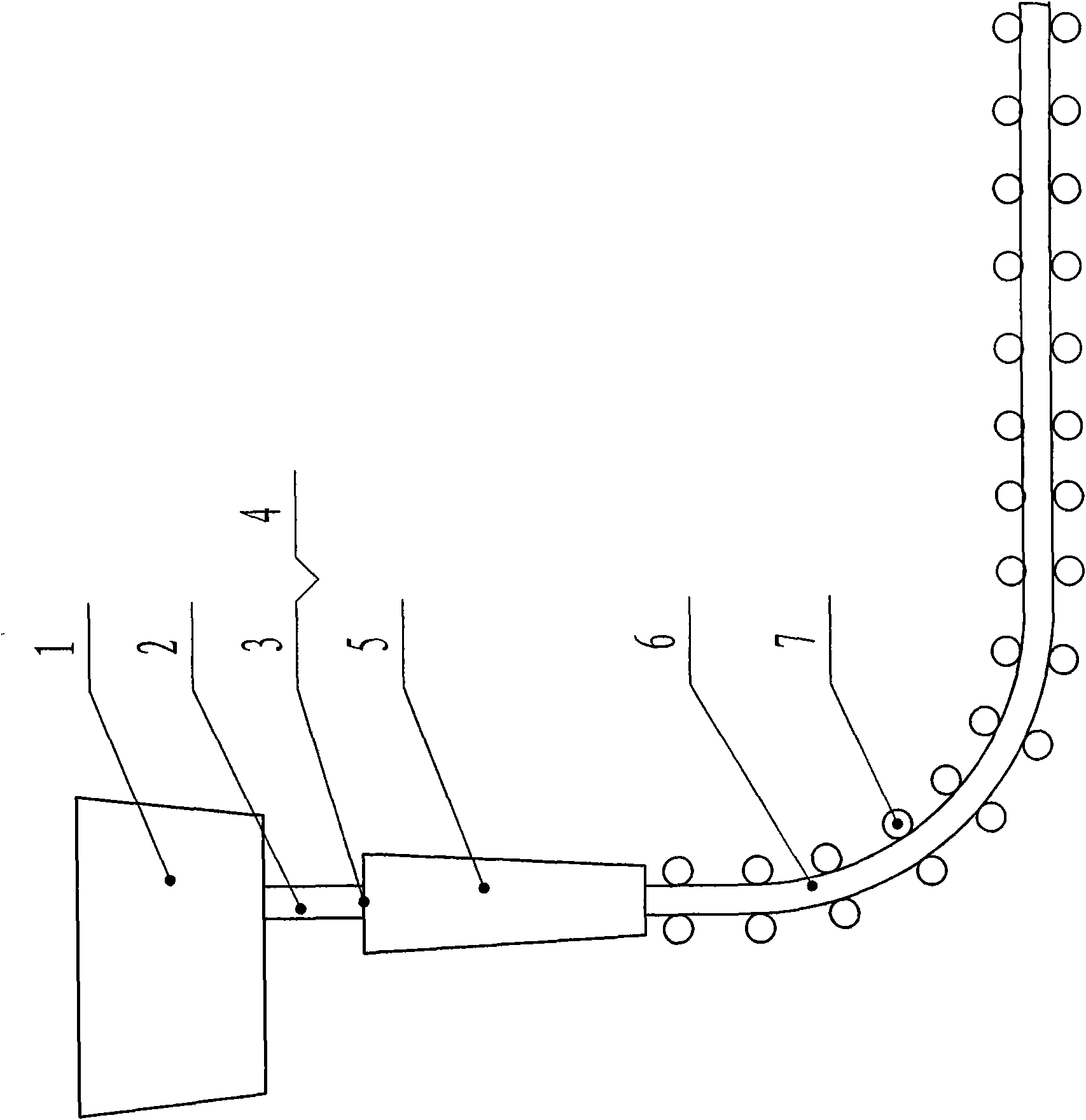
[0032] This embodiment is implemented on a straight-arc continuous casting machine with soft reduction function. see figure 1 . The nominal capacity of the tundish 1 is 24 tons, the specification thickness of the continuous casting slab 6 is 200mm, the width is 1535mm, and the length of the crystallizer 5 is 900mm. The target pulling speed is 1.15m / min.
[0033] The embodiment of the capping method of the nickel stainless steel continuous casting tail blank is the following steps in sequence:
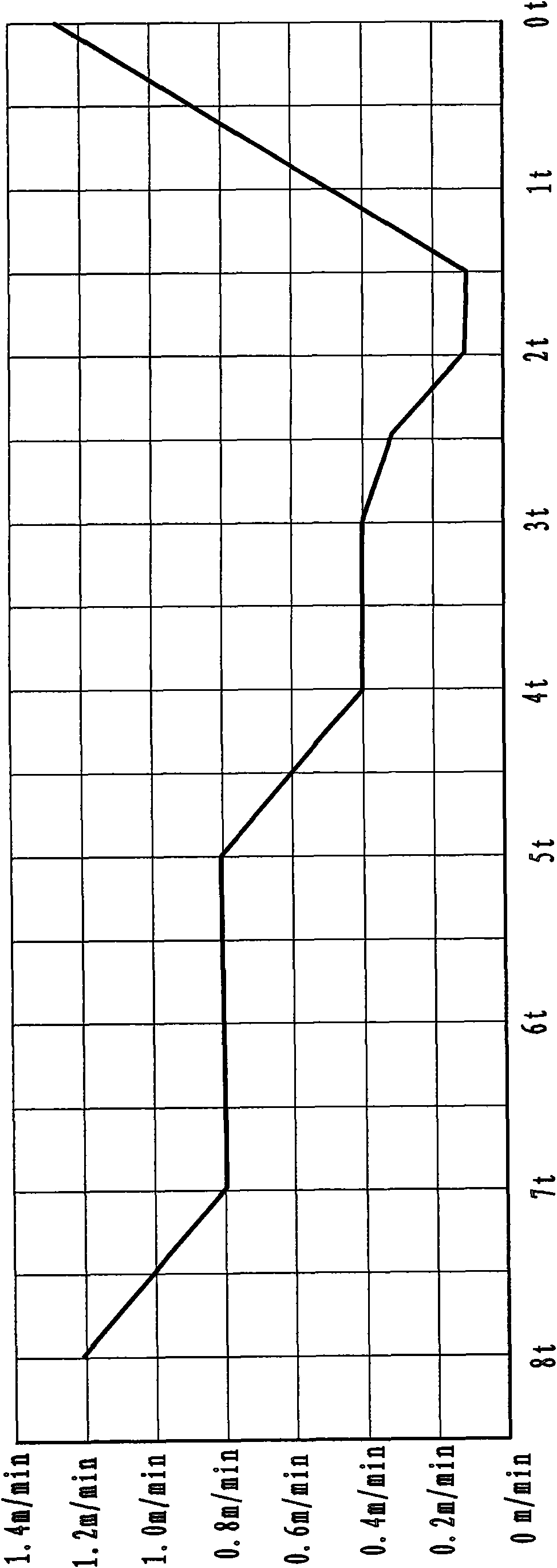
[0034] When there are still 8 tons of molten steel in I tundish 1, according to figure 2 The relationship curve between the amount of molten steel in the tundish 1 and the casting speed of the continuous casting slab, the casting speed of the continuous casting slab 6 starts to slow down from 1.15m / min, and when there are 7.5 tons of molten steel in the tundish 1, the casting speed drops to 1.0m / min, when there are 7 tons of molten steel in the tundish 1, the pulling speed drops t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More