Keyhole-free friction stir spot welding method for dissimilar materials
A technology of friction stirring and dissimilar materials, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve problems such as complex relative motion, complex stirring head, difficult welding, etc., and achieve low weld residual stress and workpiece deformation Small, Adaptable Effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment approach 1
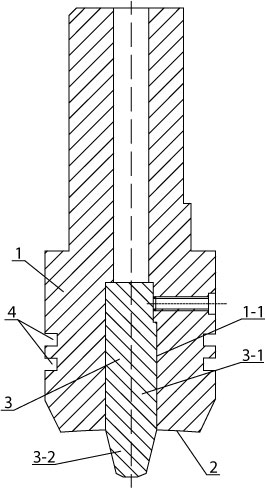
[0007] Specific implementation mode 1: Combination Figure 1~3 To explain this embodiment, this embodiment is achieved through the following steps: Step 1. Put the two materials together, place the material with high melting point or low thickness on top, and place the material with low melting point or thicker thickness below , The two materials are fixed and compressed; step two, spot welding: use the existing integrated welding tool to perform friction stir spot welding at the position to be welded on the upper surface of the material, the selection of the parameters of the integrated welding tool: the integrated welding tool The length of the stirring pin is 3mm~9mm, the shoulder diameter of the integrated welding tool is 10mm~28mm, the rotation speed of the integrated welding tool is 400 revolutions / minute ~ 1000 revolutions / minute, and the shoulder of the integrated welding tool is pressed in The amount is 0.1mm~0.3mm. During spot welding, the welding tool will gradually ...
specific Embodiment approach 2
[0008] Specific implementation manner two: combination figure 1 To describe this embodiment, the material of the integrated welding tool in step 2 of this embodiment is quenched heat-treated high-speed steel. The above materials can be reused. The other steps are the same as in the first embodiment.
specific Embodiment approach 3
[0009] Specific implementation mode three: combination figure 1 To describe this embodiment, the material of the shoulder 2 on the combined welding tool in step 3 of this embodiment is quenched and heat-treated high-speed steel. The above materials can be reused. The other steps are the same as the first or second embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com