

A scraper induction brazing method for shield machine side
An induction brazing and shield machine technology, applied in welding equipment, manufacturing tools, electric heating devices, etc., can solve the problems of decreased wear resistance and fatigue resistance, harsh working environment, short welding time, etc., and increase the service life. and wear resistance, improve the brazing rate of welds, and improve the effect of shear strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
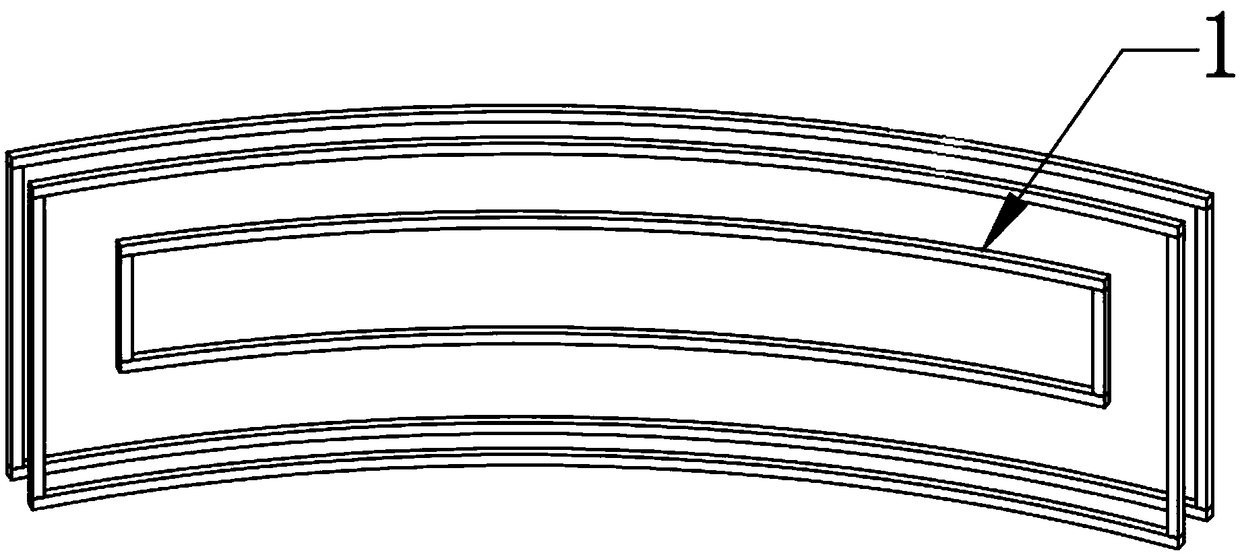
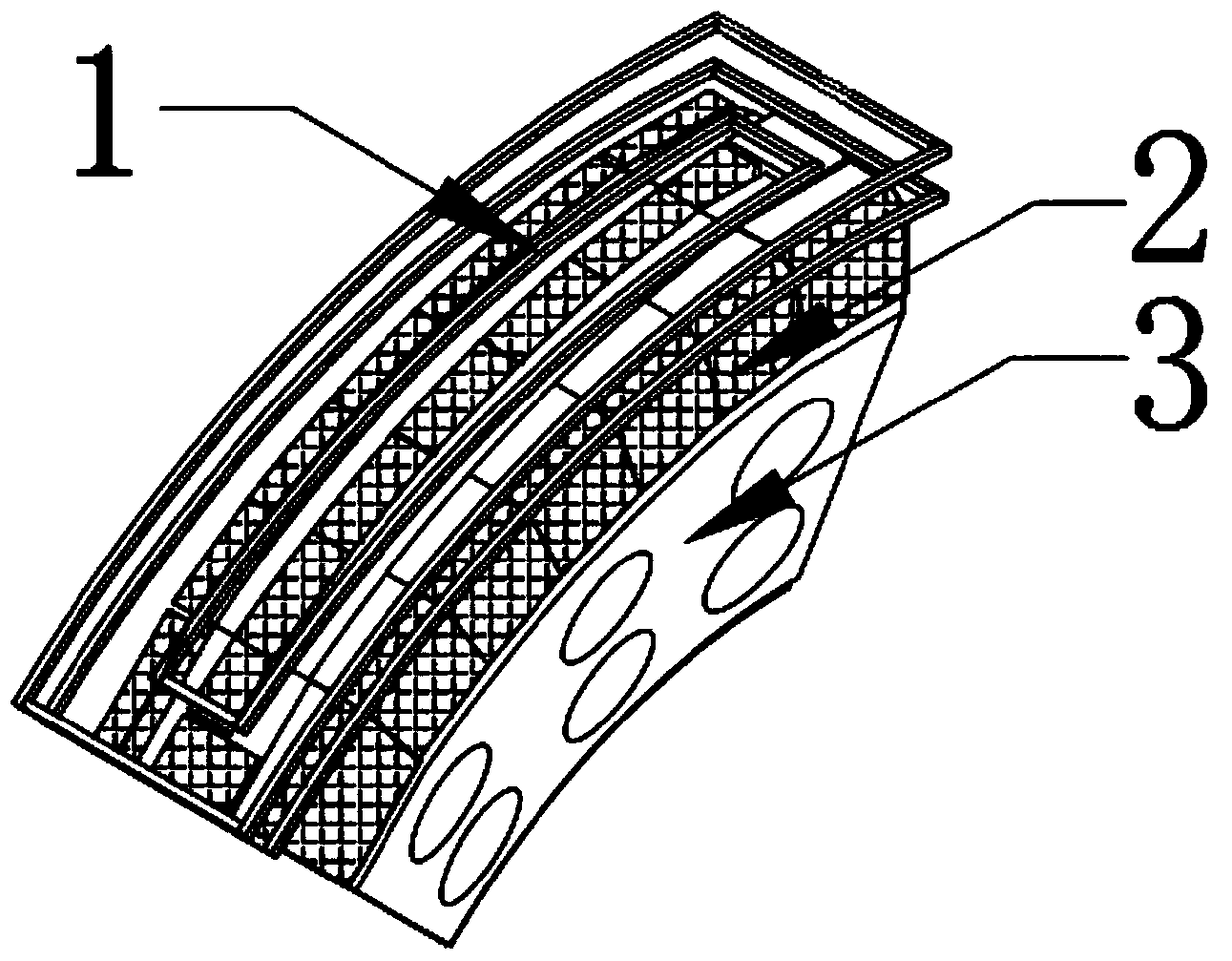
[0029] Such as figure 1 , figure 2 A shield machine edge scraper induction brazing method shown comprises the following steps:
[0030] a. Forge steel parts into arc-shaped cutter body blanks, and perform quenching and tempering treatment, and machine them into such as figure 2 Side scraper blade body 3 is shown. The cemented carbide cutter head 2 matching the side scraper is prepared by powder metallurgy, the silver-based solder is cut into a shape matching the cemented carbide cutter head 2, and then the side scraper body 3 and the cemented carbide cutter head 1 are After being assembled with silver-based solder, how to assemble is a prior art, and will not be described in detail in this embodiment.
[0031] b. Place the assembled side scraper body 3, silver-based solder, and hard alloy cutter head 2 under the profiling coil 1, adjust the position, and set the temperature measurement point of the external temperature controller to be positioned in the middle of the side...
Embodiment 2
[0042] Such as figure 1 , figure 2 A shield machine edge scraper induction brazing method shown comprises the following steps:
[0043] a. Forge steel parts into arc-shaped cutter body blanks, and perform quenching and tempering treatment, and machine them into such as figure 2 Side scraper blade body 3 is shown. The cemented carbide cutter head 2 matching the side scraper is prepared by powder metallurgy, the silver-based solder is cut into a shape matching the cemented carbide cutter head 2, and then the side scraper body 3 and the cemented carbide cutter head 1 are After being assembled with silver-based solder, how to assemble is a prior art, and will not be described in detail in this embodiment.
[0044] b. Place the assembled side scraper body 3, silver-based solder, and hard alloy cutter head 2 under the profiling coil 1, adjust the position, and set the temperature measurement point of the external temperature controller to be positioned in the middle of the side...
Embodiment 3
[0055] Such as figure 1 , figure 2 A shield machine edge scraper induction brazing method shown comprises the following steps:
[0056] a. Forge steel parts into arc-shaped cutter body blanks, and perform quenching and tempering treatment, and machine them into such as figure 2 Side scraper blade body 3 is shown. The cemented carbide cutter head 2 matching the side scraper is prepared by powder metallurgy, the silver-based solder is cut into a shape matching the cemented carbide cutter head 2, and then the side scraper body 3 and the cemented carbide cutter head 1 are After being assembled with silver-based solder, how to assemble is a prior art, and will not be described in detail in this embodiment.
[0057] b. Place the assembled side scraper body 3, silver-based solder, and hard alloy cutter head 2 under the profiling coil 1, adjust the position, and set the temperature measurement point of the external temperature controller to be positioned in the middle of the side...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More