Rigid out-covered clamping device of vertical fine boring machine
A fine boring machine and rigid technology, applied in the field of rigid outsourcing clamping devices, can solve the problems of frequent replacement and adjustment, low fixture accuracy, low qualification rate, etc., and achieve the effect of ensuring shape and position tolerance, improving quality and saving costs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
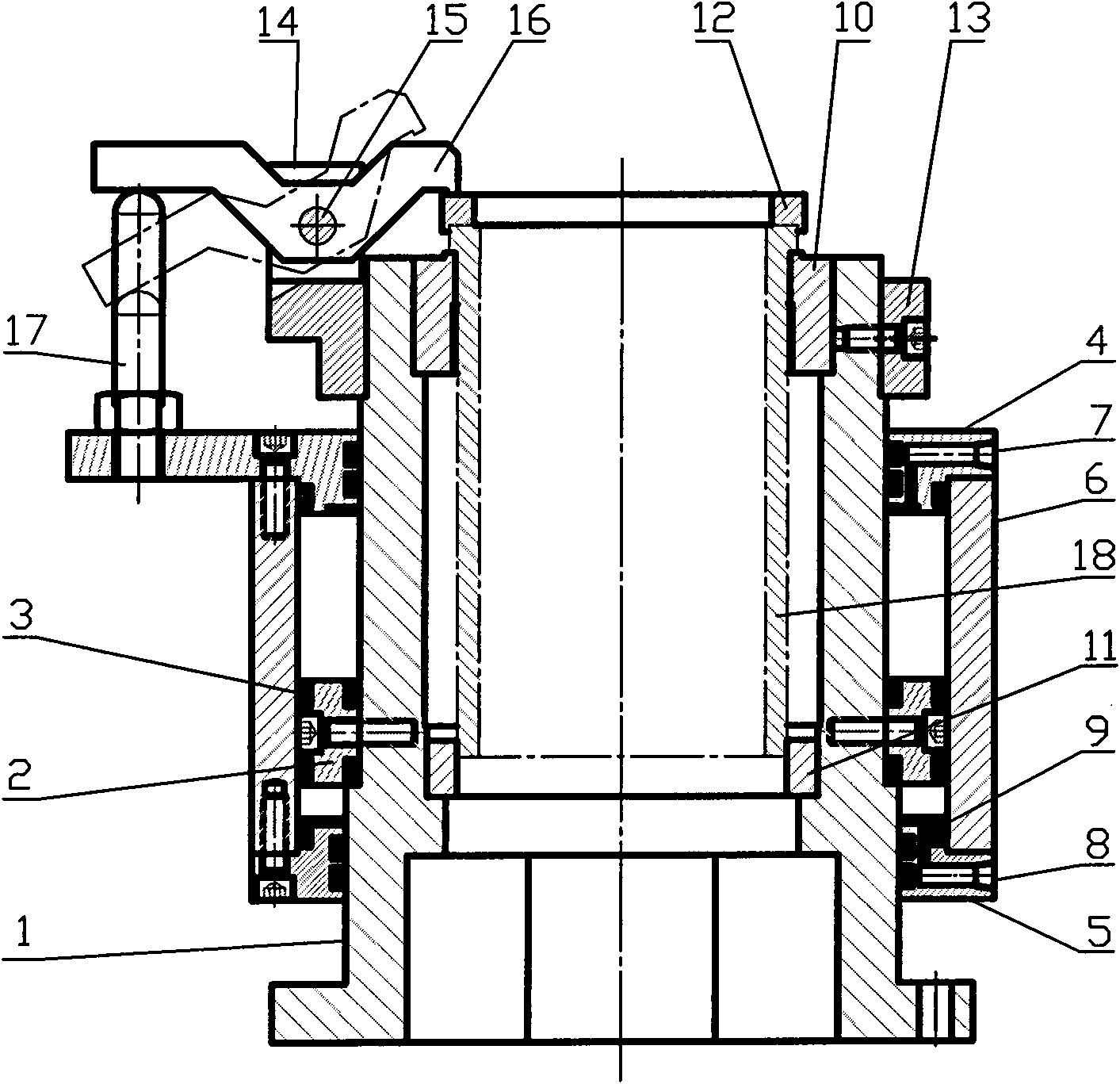
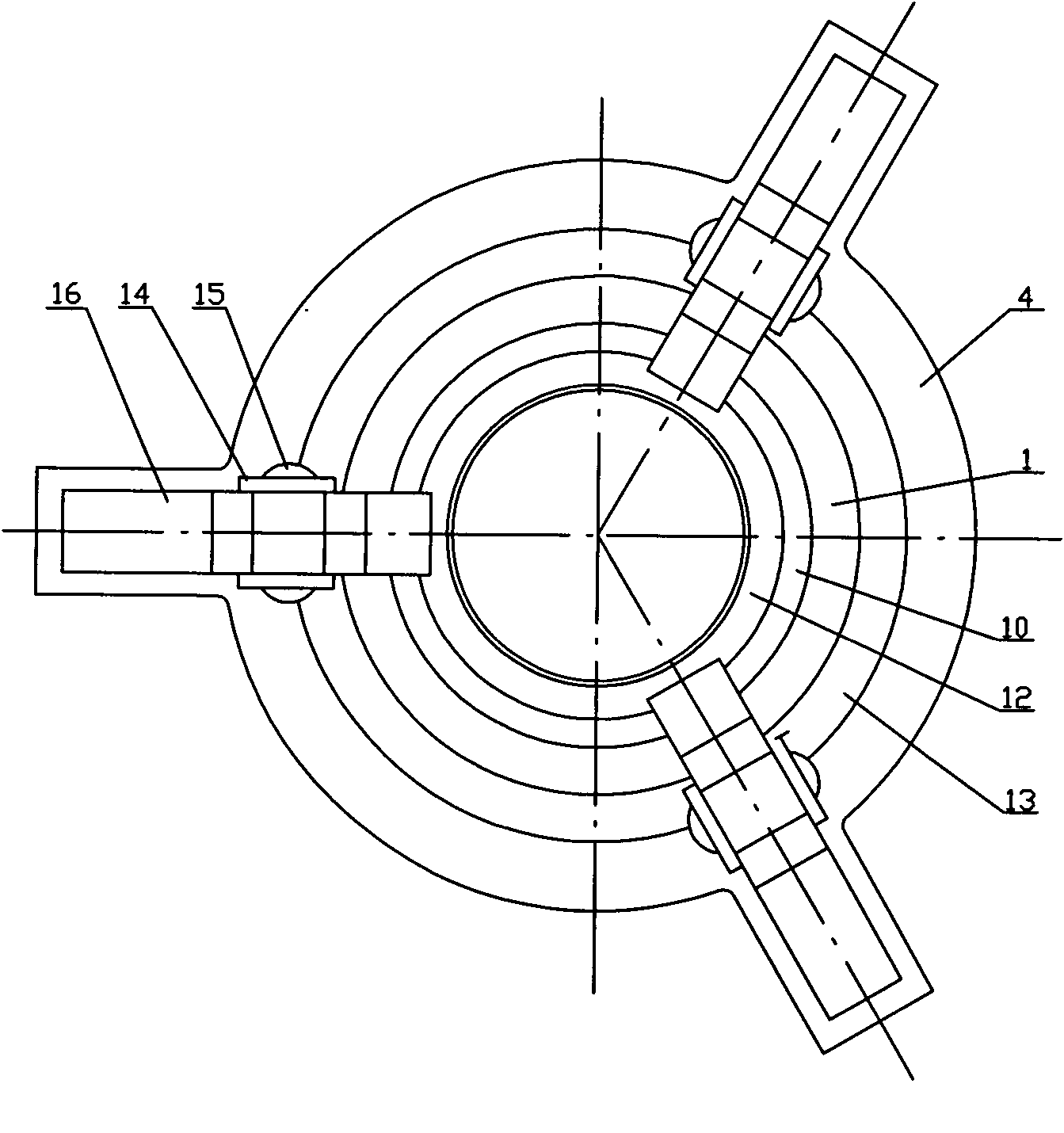
[0010] Depend on figure 1 , figure 2 and image 3 It can be seen that the rigid outsourcing clamping device of the vertical fine boring machine of the present invention includes a clamp tube 1, the connecting seat and the clamp tube 1 are an integral structure, and the connecting seat is provided with a connecting hole for connecting with the boring machine. The lower part of the outer wall of the fixture cylinder 1 is provided with a fixed ring 2, and the fixed ring 2 is matched with the inner wall of the sleeve 6 on which the upper flange 4 and the lower flange 5 are fixed through the O-shaped sealing ring 3. The length of the sleeve 6 is shorter than that of the clamp cylinder. 1, the sleeve 6 is provided with an upper vent hole 7 and a lower vent hole 8, and the inner end faces of the upper flange 7 and the lower flange 8 are matched with the outer wall of the fixture cylinder 1 through the O-ring 9, and the fixture The inner wall of the cylinder 1 is provided with an u...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More