Method for joining resin member with metal member, and liquid-cooled jacket manufacturing method
A technology for metal components and resin components, applied in the direction of manufacturing tools, metal processing, metal processing equipment, etc., can solve problems such as insufficient strength, and achieve the effect of easy manufacturing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 approach
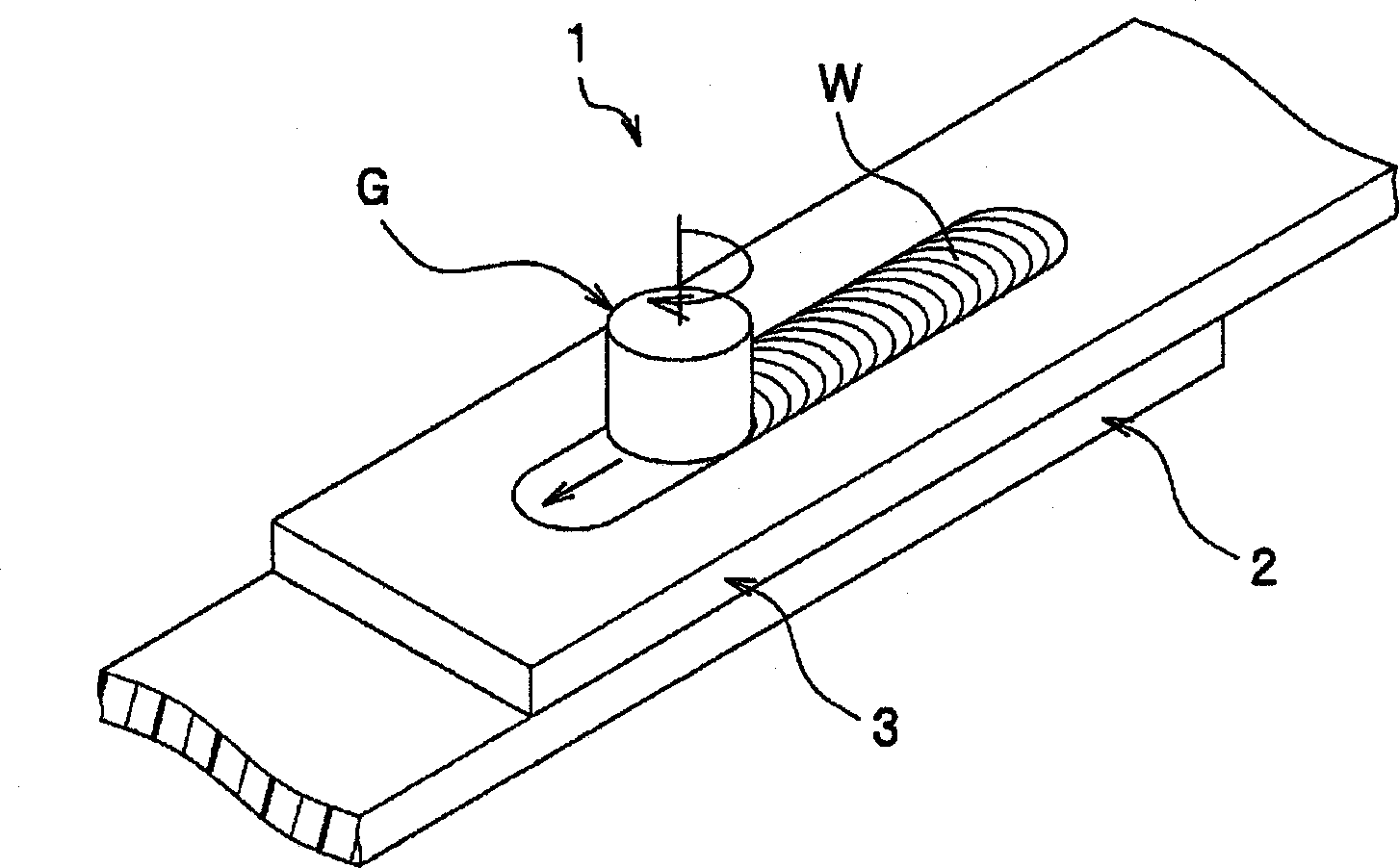
[0030] A first embodiment of the present invention will be described in detail with reference to the drawings. Such as figure 1 As shown, in this embodiment, the case where the composite member 1 is formed by joining the plate-shaped resin member 2 and the plate-shaped metal member 3 as an example is demonstrated.
[0031] The method of joining a resin member and a metal member (hereinafter simply referred to as "joining method") of the present embodiment includes: a superposition step in which the resin member 2 and the metal member 3 are superimposed; and a friction stir step in which the The metal member 3 undergoes friction stirring.
[0032] First, in the coincidence process, such as figure 1 As shown, the metal member 3 is placed on the resin member 2 so that a part of the upper surface of the resin member 2 is in contact with a part of the lower surface of the metal member 3 . In this embodiment, the resin member 2 is a plate-shaped member made of PET (polyethylene t...
no. 2 approach
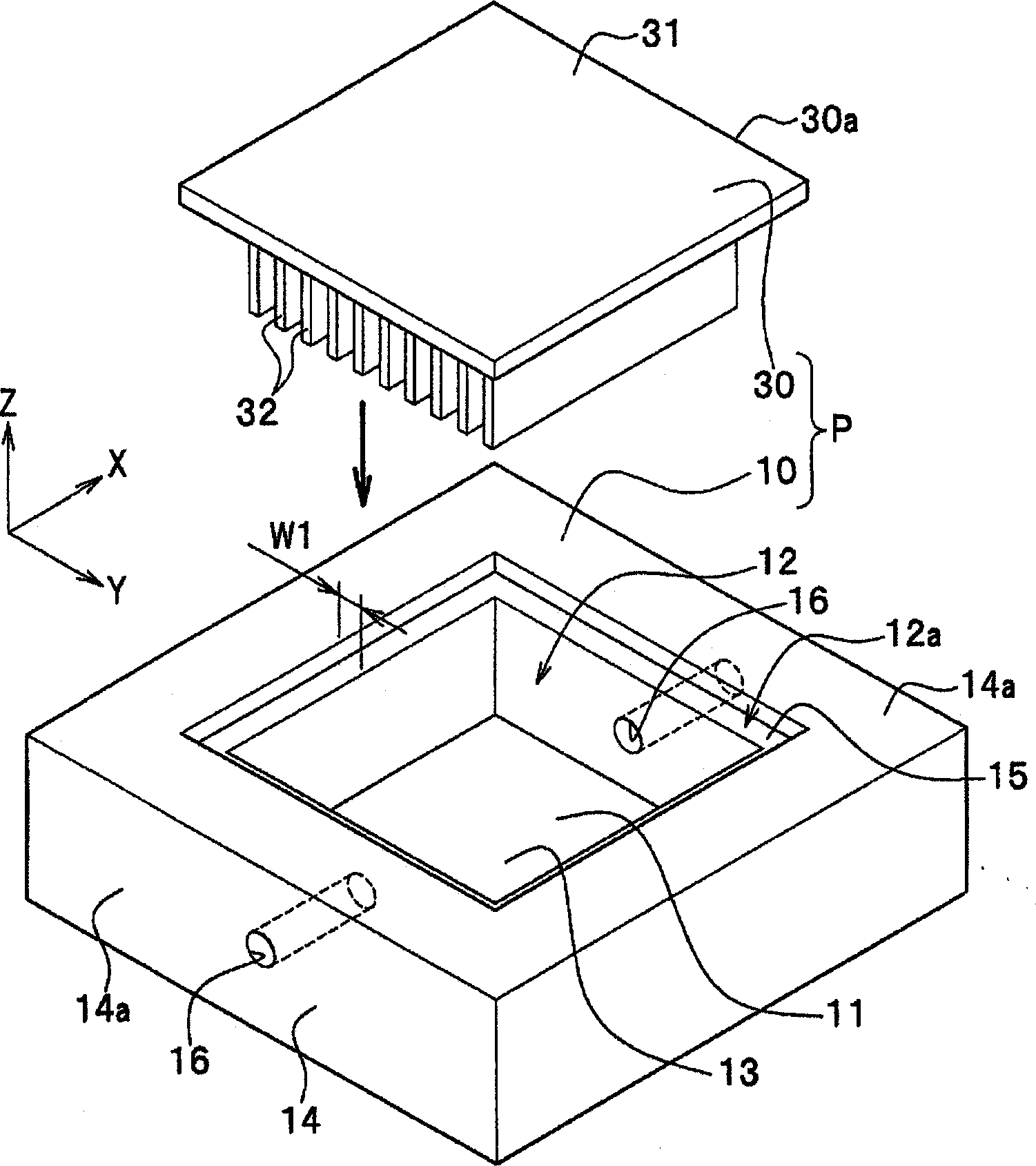
[0044] Next, a second embodiment of the present invention will be described. In this embodiment, if image 3 As shown, a case where a liquid cooling jacket P having a resin jacket main body 10 and a metal (in this embodiment, aluminum alloy in this embodiment) package 30 is manufactured will be described as an example. The liquid cooling jacket P is used, for example, to cool heat-generating bodies such as a CPU (central processing unit; central processing unit).
[0045] Such as image 3 As shown, the liquid-cooled jacket P consists of a jacket body 10 having a recess 11 for the flow of water (not shown) as a heat transfer fluid and a part of the opening, and a package body 30 fixed to the opening 12 of the package recess 11 of the jacket body 10. In this configuration, the heat transfer fluid transfers heat generated by a CPU (not shown) as a heat generator to the outside.
[0046] The liquid cooling jacket P is installed with a CPU (not shown) through the heat sink (not ...
no. 3 approach
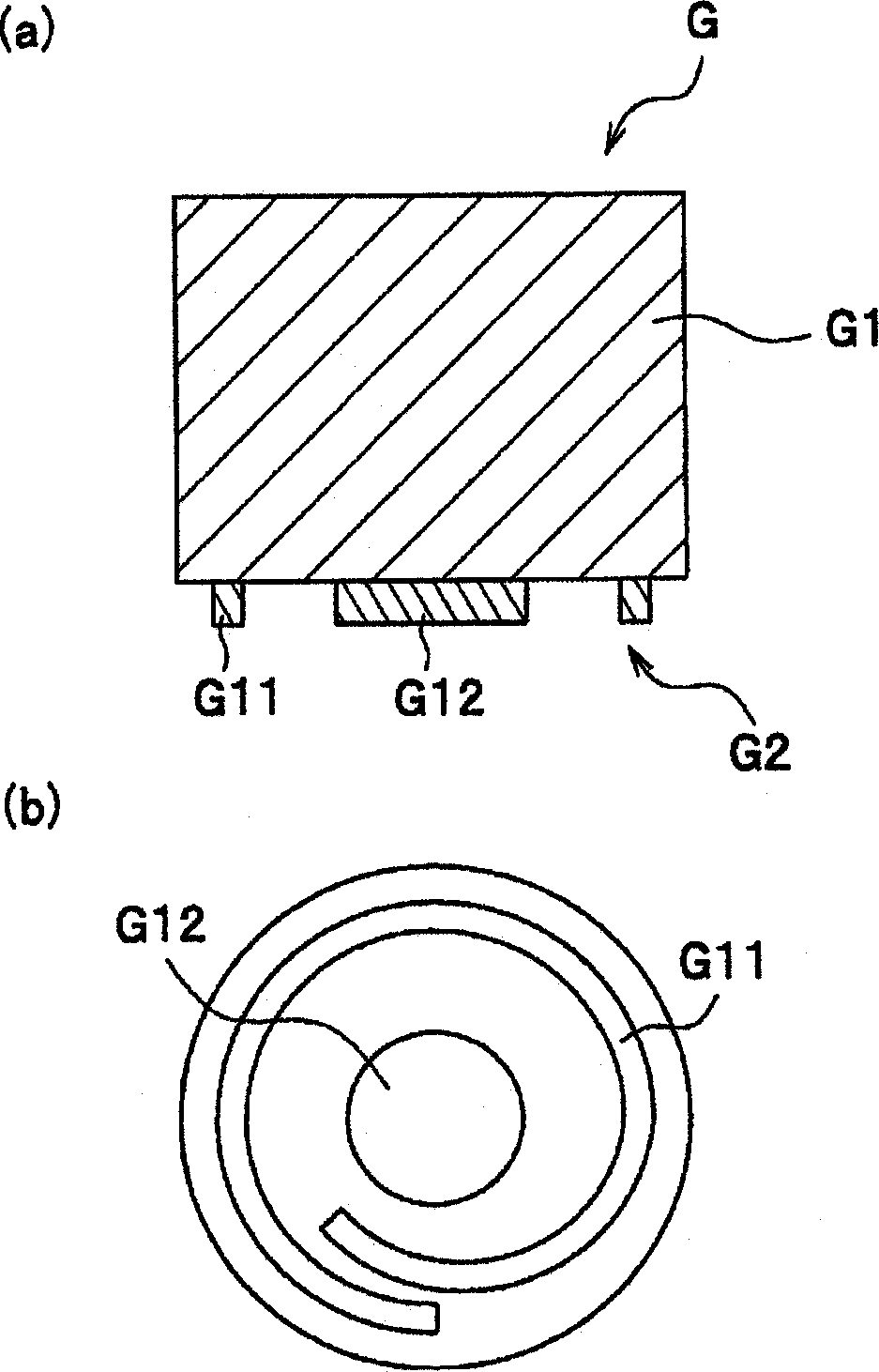
[0064] Next, a third embodiment of the present invention will be described. In the first and second embodiments, the friction stir process is performed using the rotary tool G for friction stirring to join the resin member 2 and the metal member 3 , while in the third embodiment, the friction stirring process is performed using the rotary tool F. The process is different from the first embodiment and the second embodiment.
[0065] The bonding method of the present embodiment includes: a superposing step in which the resin member 2 and the metal member 3 are superimposed; and a friction step in which the superimposed members are frictionally joined. About the overlapping process, since it is the same as that of 1st Embodiment, the description is abbreviate|omitted.
[0066] In the rubbing process, such as Figure 8 As shown, the resin member 2 and the metal member 3 (aluminum alloy member 3 ) are frictionally joined using a rotary tool F (hereinafter also referred to as a fr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap