

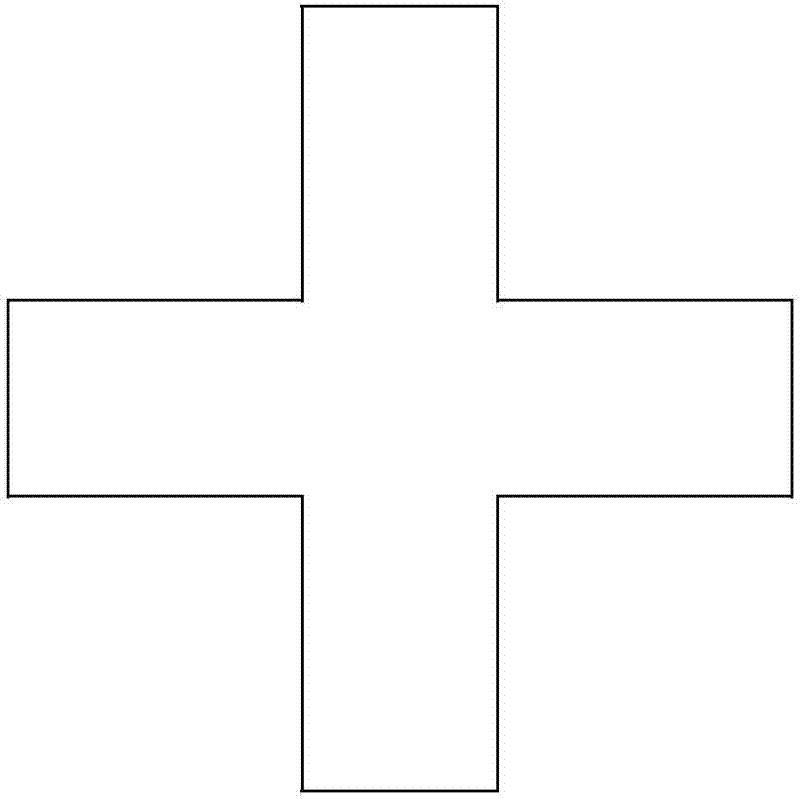
Manufacturing method of cross forging
A manufacturing method, cross-shaped technology, applied in the field of manufacturing special-shaped forgings, can solve the problems of unqualified sampling performance, increased production costs, unqualified flaw detection, etc., and achieve the effect of qualified sampling, tight internal structure, and qualified flaw detection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] A method for manufacturing a cross-shaped forging, comprising the steps of:
[0022] a), pressing square: using a press to press out a square blank 1;
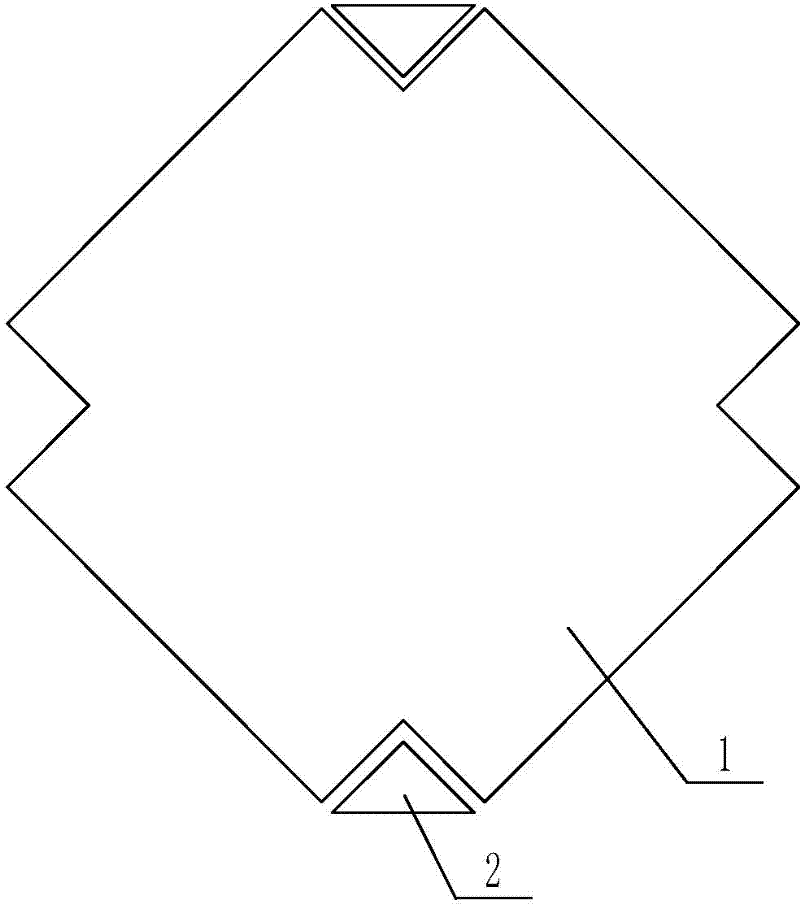
[0023] b), chamfering: use a press to press out chamfering at the four corners of the square blank 1;
[0024] c), indentation: place the round bar on the center line of the four chamfers of the blank 1, and then use a press to press out the circular groove;
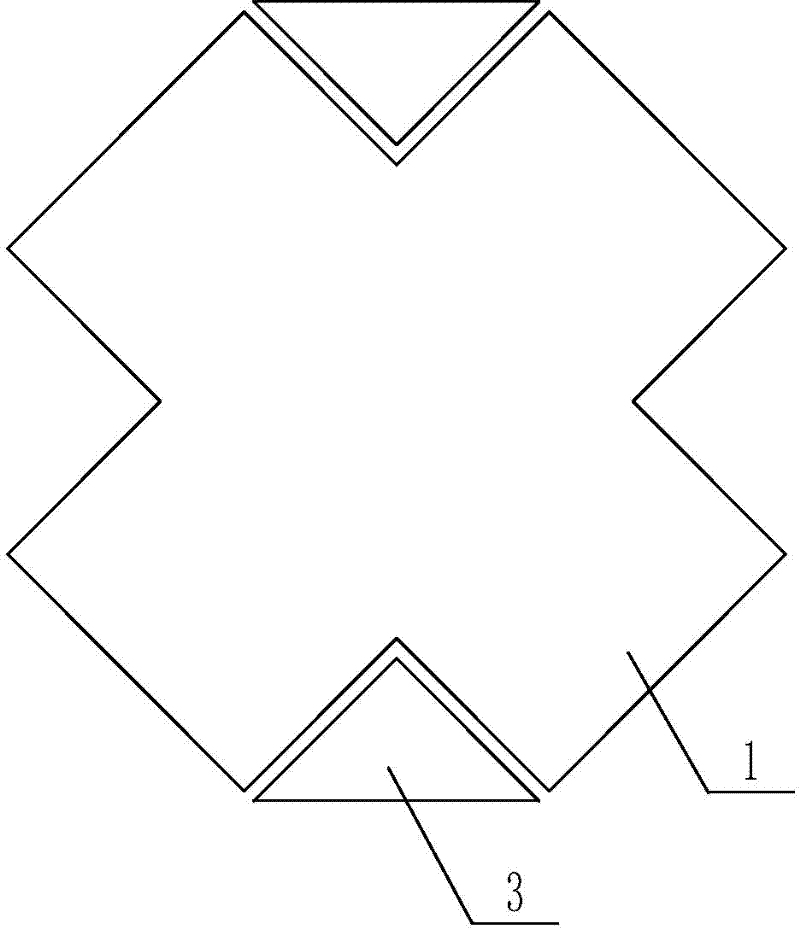
[0025] d), press the small angle: such as figure 2 As shown, using the small triangular knife 2, first align the blade of the small triangular knife 2 with the circular groove, and make the back of the small triangular knife 2 parallel to the chamfering surface of the blank, and then use a press to press the small triangular knife 2 to place Each chamfer of the blank 1 is respectively pressed with a small triangular groove, wherein the length of the right-angled side of the small triangular knife 2 is 0.08 of the length of the cross-shaped forging to be manufac...
Embodiment 2
[0031] A method for manufacturing a cross-shaped forging, comprising the steps of:
[0032] a), pressing square: using a press to press out a square blank 1;
[0033] b), chamfering: use a press to press out chamfering at the four corners of the square blank 1;
[0034] c), indentation: place the round bar on the center line of the four chamfers of the blank 1, and then use a press to press out the circular groove;
[0035] d), press the small angle: such as figure 2 As shown, using the small triangular knife 2, first align the blade of the small triangular knife 2 with the circular groove, and make the back of the small triangular knife 2 parallel to the chamfering surface of the blank, and then use a press to press the small triangular knife 2 to place Each chamfer of the blank 1 is respectively pressed with a small triangular groove, wherein the length of the right-angled side of the small triangular knife 2 is 0.12 of the length of the cross-shaped forging to be manufac...
Embodiment 3
[0041] A method for manufacturing a cross-shaped forging, comprising the steps of:
[0042] a), pressing square: using a press to press out a square blank 1;
[0043] b), chamfering: use a press to press out chamfering at the four corners of the square blank 1;
[0044] c), indentation: place the round bar on the center line of the four chamfers of the blank 1, and then use a press to press out the circular groove;
[0045] d), press the small angle: such as figure 2 As shown, using the small triangular knife 2, first align the blade of the small triangular knife 2 with the circular groove, and make the back of the small triangular knife 2 parallel to the chamfering surface of the blank, and then use a press to press the small triangular knife 2 to place Each chamfer of the blank 1 is respectively pressed with a small triangular groove, wherein the length of the right-angled side of the small triangular knife 2 is 0.10 of the length of the cross-shaped forging to be manufac...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More