

Die blanking process utilizing matching of large clearance and small clearance
A gap and die technology, applied in the field of blanking technology, can solve the problems of poor section quality, many knife joints, large gaps, etc., and achieve the effect of improving section quality, eliminating sharp burrs and easy operation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The present invention will be further described below in conjunction with the accompanying drawings. The following examples are only used to illustrate the technical solution of the present invention more clearly, but not to limit the protection scope of the present invention.
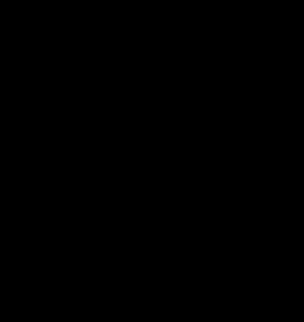
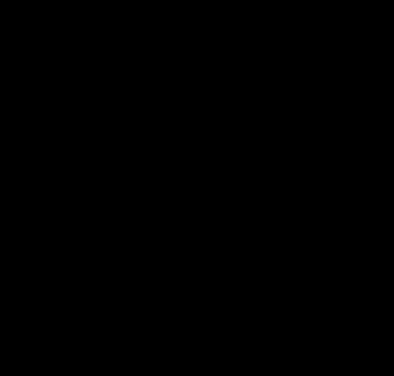
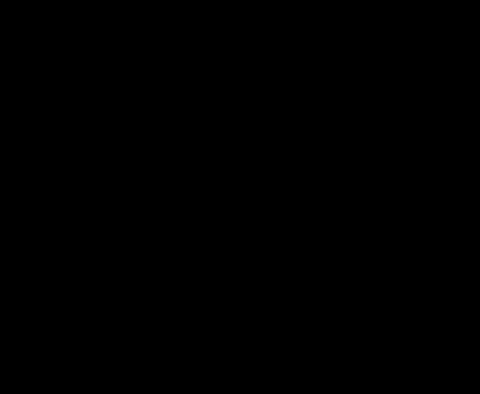
[0022] A die blanking process with large and small gaps, including the following steps: (1) using the first punch 3 to punch the product 1 once to form a process cut 8; (2) using the second punch 4 to punch the product 1 twice The first punching, to complete the product blanking, the gap between the first punch 3 and the first die edge 2 at the process incision 8 during the first punching is smaller than the gap between the first punch 3 and the first die edge 2 at other positions gap. The local small gaps at 8 places of the process interface are used to eliminate sharp point burrs, and the other large gaps are used to eliminate secondary shearing, so that the quality of the section 9 is improv...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More