

Steel strip tail deviation control method
A control method and strip steel technology, applied in the direction of tail end control, rolling force/roll gap control, etc., can solve the problems of short time passing through the rolling mill, delayed disposal time, fast steel throwing speed, etc., and achieve good control effect, Effect of accidental roll drop
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
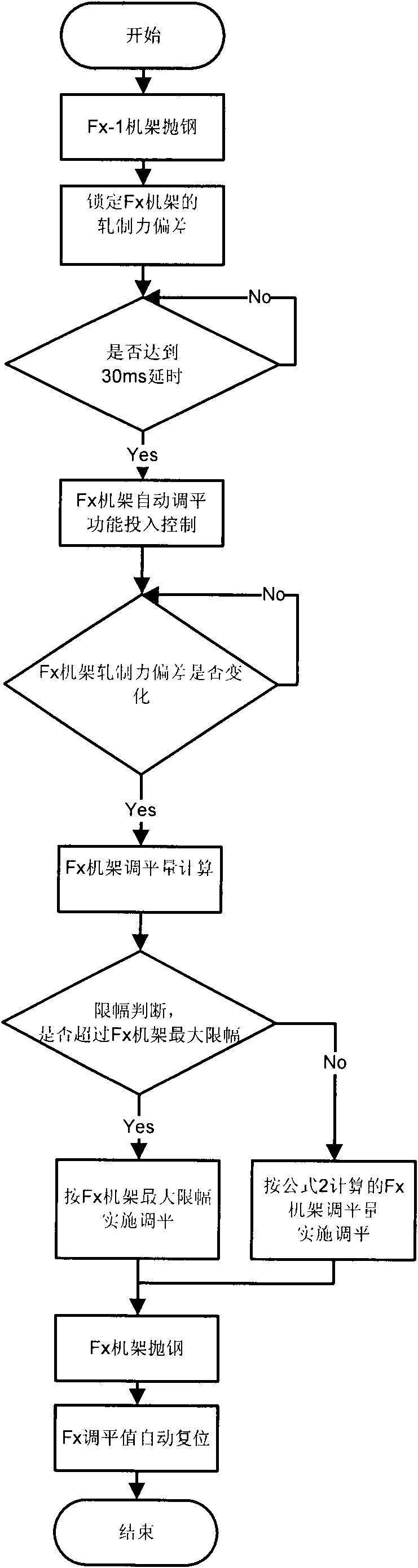
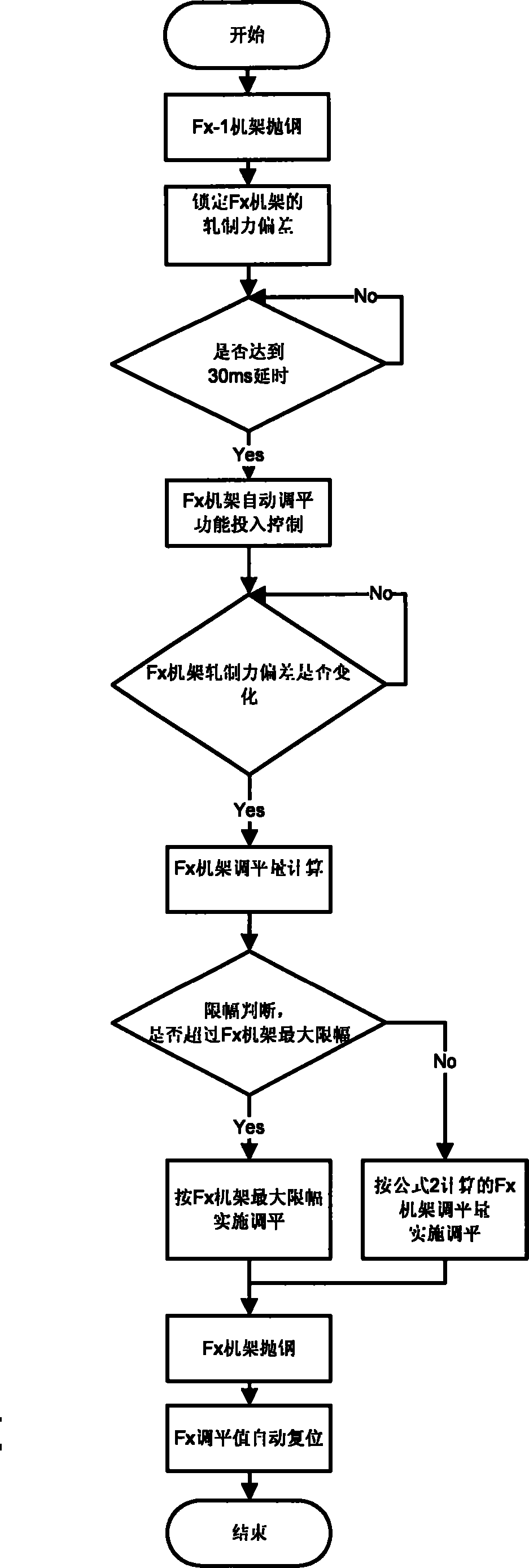
[0047] In this embodiment, taking the finishing mill of the 2050 hot rolling production line used by the inventor as an example, the target thickness of the finished product frame h=2.5mm, the target width of the finished frame w=1173mm, and the target final rolling temperature ft=860°C For strip steel, the rolling mill stiffness coefficient is 1.67um / t. as per figure 2 The flow shown for the F 7 Rack to adjust:
[0048] (1) start;
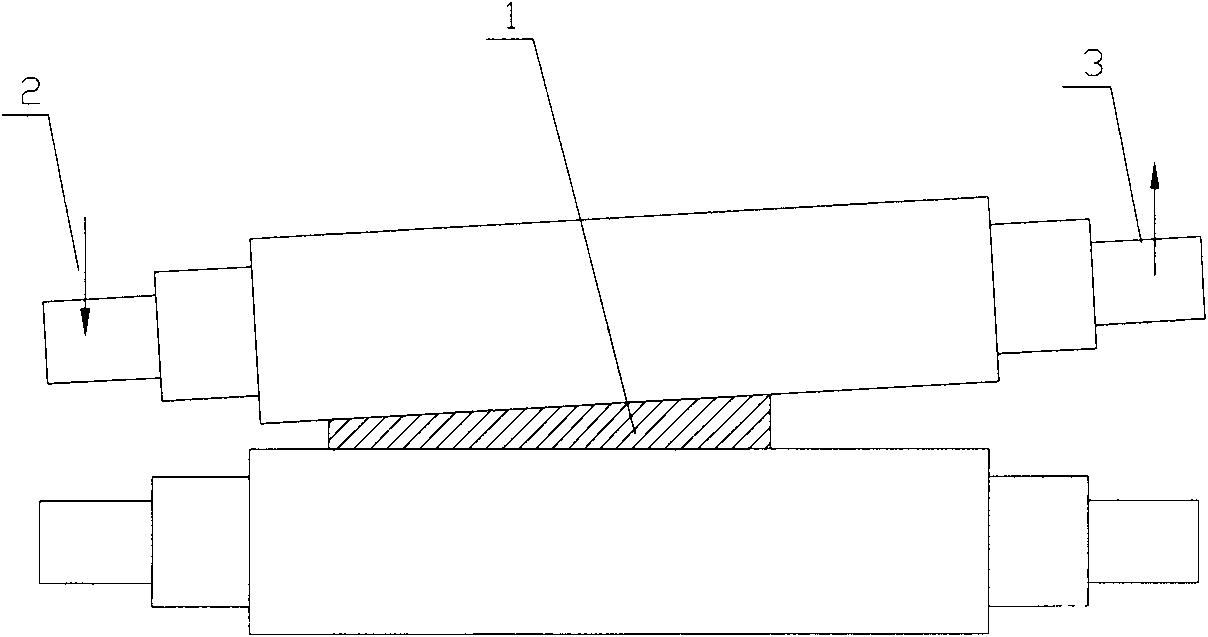
[0049] (2)F 6 The rolling mill throws steel, and the pressure sensor measures F at this time 7 The rolling force deviation on both sides of the work roll of the rolling mill is 0t, so it is locked as ΔF (DS-OS)LockOn ;
[0050] (3) Judging whether the delay time reaches 30ms, after the delay time reaches the set 30ms, F 7 Rolling mill automatic leveling system put into control;
[0051] (4) According to the F measured in real time by the pressure sensor 7 The rolling force value on both sides of the work roll of the rolling mill, we know...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More