

Method for processing exhaust pipe flange and special die thereof
A processing method and mold technology, applied in the field of mechanical processing, can solve the problems of low production efficiency, long processing time and high cost, and achieve the effects of simple structure, saving processing cost and saving labor hours.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The processing method of the automobile exhaust pipe flange of the present invention is all processed by the method of die stamping, without turning machining allowance. The specific process is as follows: blanking - punching - pumping - shaping rounded corners - reverse extrusion and whole platform - secondary punching.
[0024] In the blanking process, the general blanking mold is used to blank according to the product structure.
[0025] In the punching process, a general punching die is used to punch out the central hole and the assembly hole.
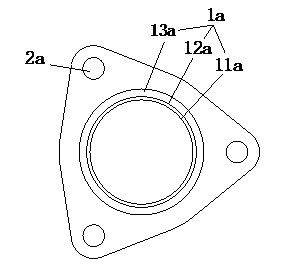
[0026] Hole pumping process, the main process parameters are adjusted by the general hole pumping die; the main process parameters are: the inner diameter of the central hole Φ54.00±0.05mm, the outer diameter of the turned hole Φ65.00±0.05mm, and the rounded corner of the outer contour R2 ±0.5mm, the bottom fillet radius of the inner hole of the central hole is R0.3±0.05mm. After the hole is drawn, the bottom of the produc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More