

Process for machining molding core
A processing technology and core technology, which is applied in the processing technology of injection mold cores and workpiece processing technology, can solve the problems of reducing the service life of molds, scrapping cores, and wasting materials, so as to improve processing accuracy and ensure the same Axis, the effect of avoiding scrap rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The present invention is described below in conjunction with accompanying drawing.
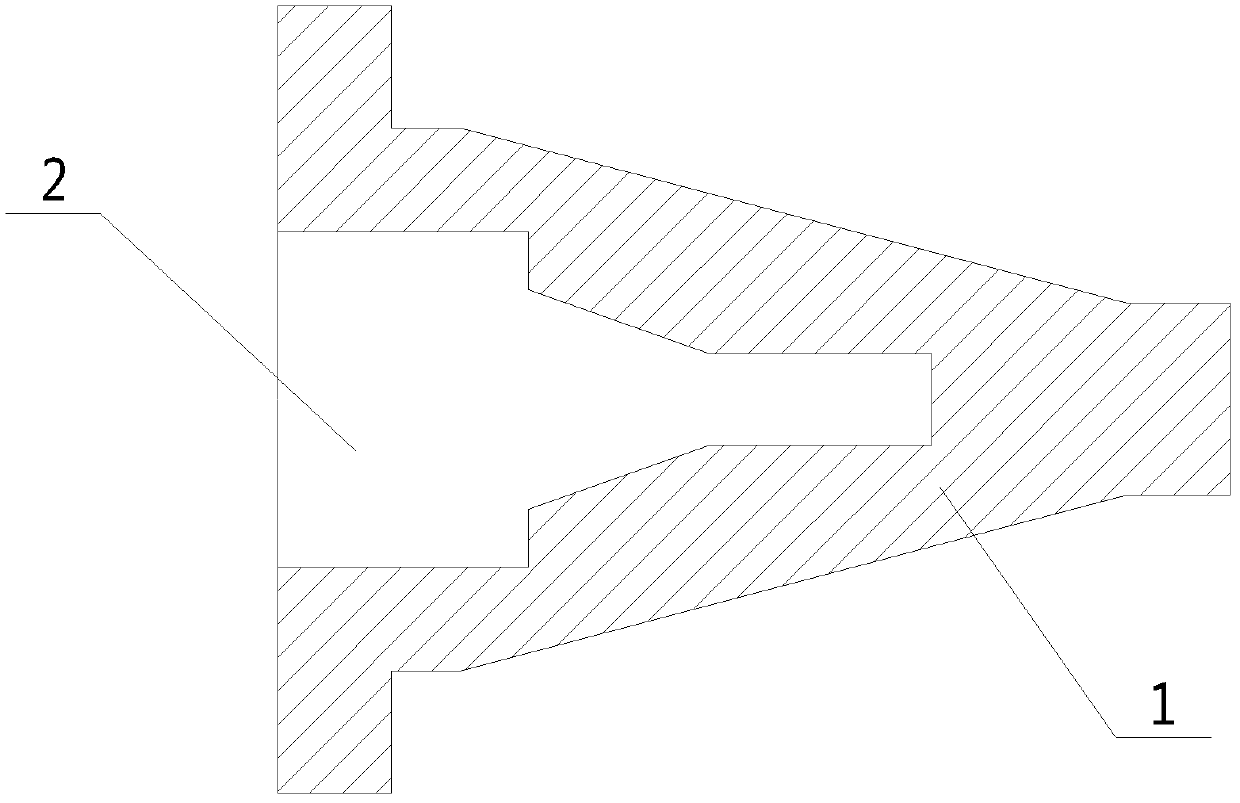
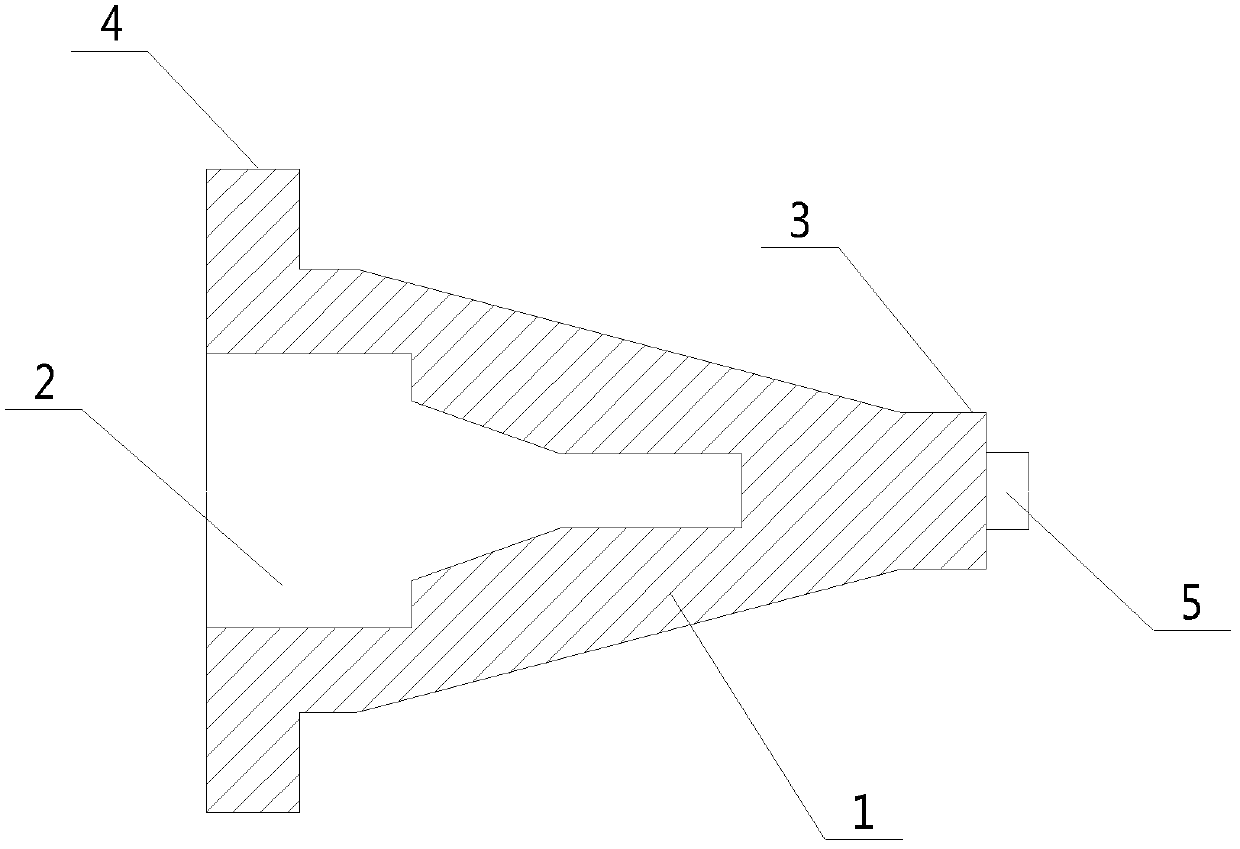
[0016] as attached figure 2 Shown, core processing technology of the present invention comprises the following steps:
[0017] Clamp the core blank, process the first reference surface 3 of the core 1 at the right end of the core 1, and process a cylindrical process terminal 5 with a length of 20mm or 25mm on the end surface of the reference;
[0018] Clamp the core 1 with the first datum plane 3 as the reference, process the inner cavity 2 located at the left end of the core 1, and process the second datum plane 4 on the left end of the core 1;
[0019] The core 1 is clamped with the second datum plane 4 as the reference, and the tail end of the process terminal 5 is supported by the tip to process the outer contour of the core 1, and finally the process terminal 5 is cut off to complete the core processing.
[0020] Adopting the technological method of the present invention, using ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More