

High-precision internal grinding processing procedure
A processing technology and internal grinding technology, applied in honing tools, metal processing equipment, honing machine tools, etc., can solve problems such as inability to guarantee the dimensional accuracy, shape accuracy and surface quality of the inner hole of the cylinder liner, and failure to meet the requirements of product design, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
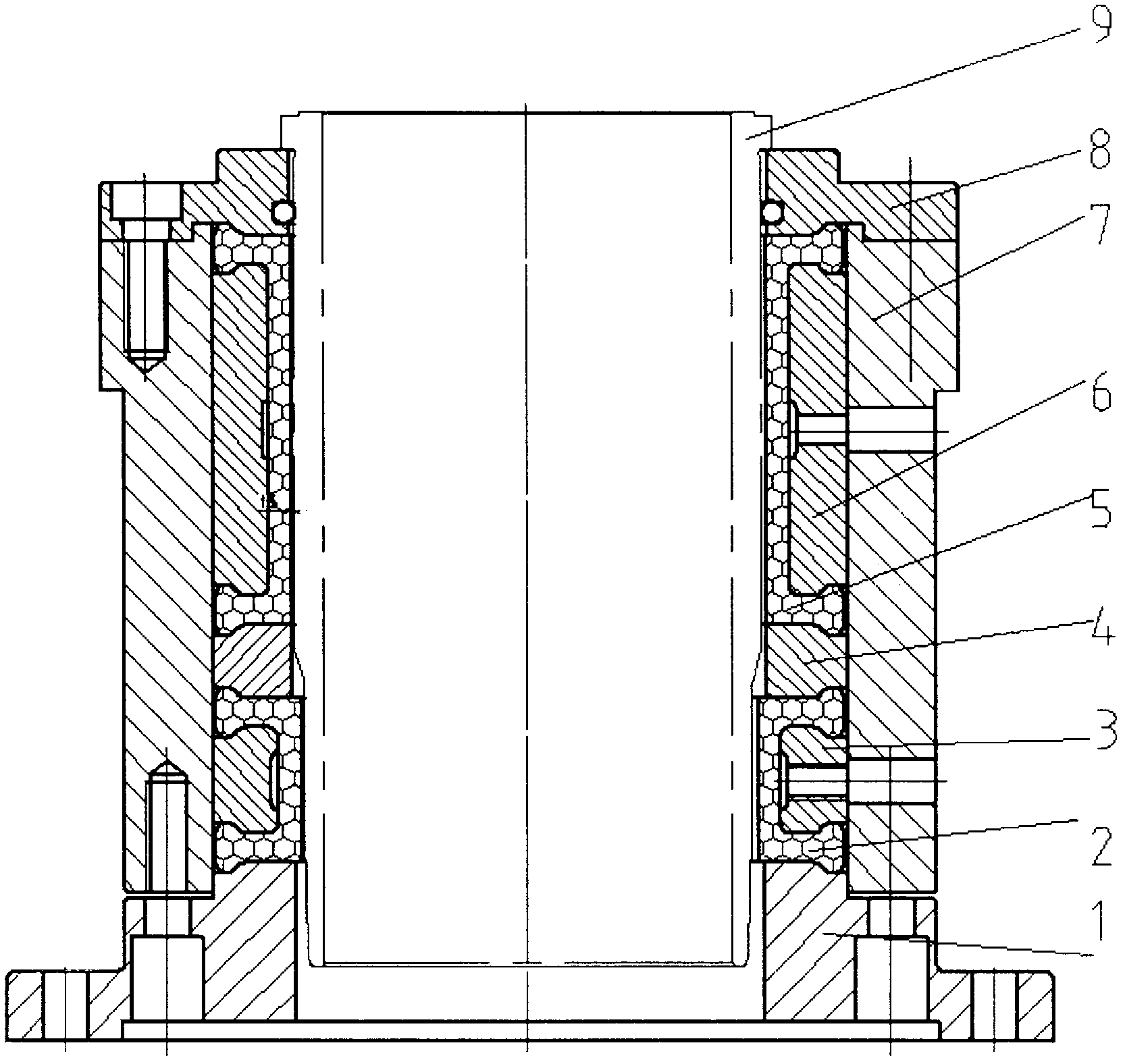
[0010] The fixture used in the honing process is shown in the figure, the base (1) and the clamp body (7) can be fastened and connected with bolts, and the lower rubber bushing (2) and the upper rubber bushing (5) are installed on the lower bushing (3) and the upper bushing (3) respectively. On the bushing (6), there is a spacer ring (4) and a gland (8) to form a closed cavity at the same time, and the cylinder liner (9) is placed in the inner cavity of the lower rubber sleeve (2) and the upper rubber sleeve (5). Honing adopts rough honing and fine honing. The function of rough honing is to remove the machining allowance of the inner hole and eliminate the cylindricity error of the inner hole in the previous process. The rough grinding is made of diamond grit, the number of mesh is 180 mesh, and the processing pressure is 1.4Mpa. The double-feed honing head is used for fine honing, the double-feed coarse honing grinding rod is diamond 150 mesh, the pressure is 0.8-1.0Mpa, the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More