

Production process of high-strength ultrathin composite corrugated boards
A manufacturing process, corrugated board technology, applied in the direction of machining/deformation, etc., can solve the problems of troublesome manufacturing and affecting the strength of composite board
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
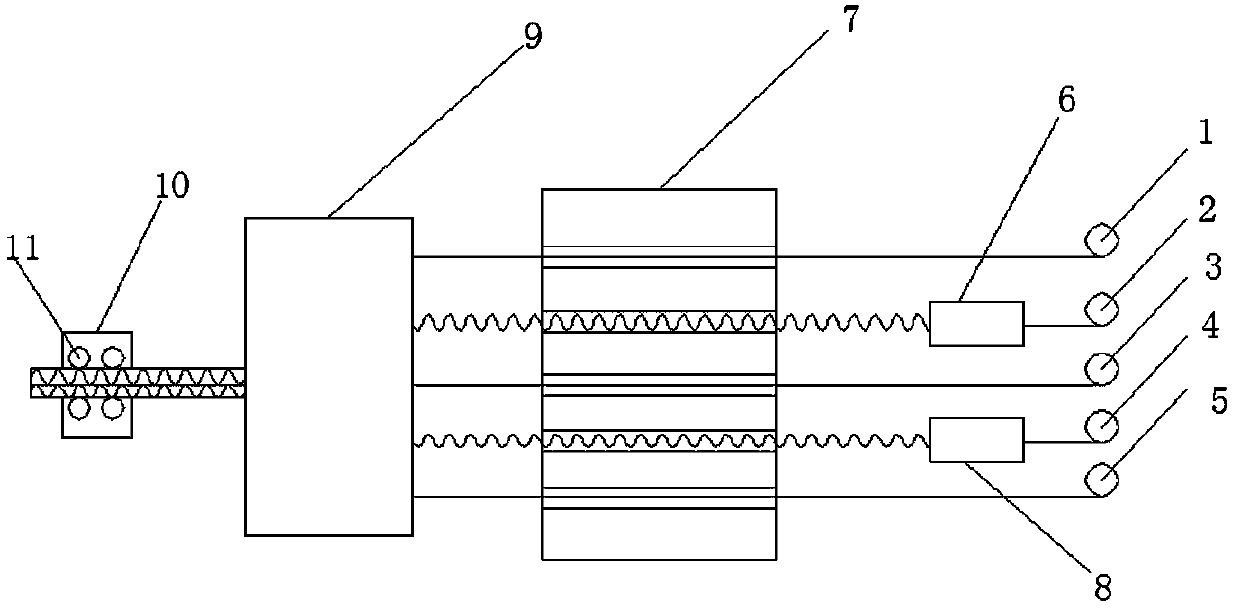
[0021] like figure 1 As shown, the waste corrugated paper is put into the pulper to disintegrate to form pulp, and then the pulp is passed through the pressure screen and the slag remover to remove impurities and thermal dispersion to remove ink. The pressure difference for sand removal is set at 0.2MPa; The pulp after the ink is beaten, and after beating, add auxiliary materials in the pulp, auxiliary materials include strengthening agent, sizing agent and aluminum sulfate, the dosage of strengthening agent, sizing agent and aluminum sulfate those skilled in the art will be based on the existing kraft paper manufacturing process It can be concluded that it will not be described here; then dehydrate the pulp with auxiliary materials, press and dehydrate after dehydration, and then dry the pressed and dehydrated pulp to form kraft paper; wind the kraft paper on the first paper roll respectively 1. On the second paper roll 2, the third paper roll 3, the fourth paper roll 4, and ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More