

Spline Shaft Forging Process of Drive Shaft
A technology of spline shaft and transmission shaft, which is applied in the direction of manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve the problems of increasing mold processing cost, large processing volume of spline shaft, and difficulty in forming forgings, etc. The effect of saving replacement time, reducing the amount of machining, and reducing the cost of mold making
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
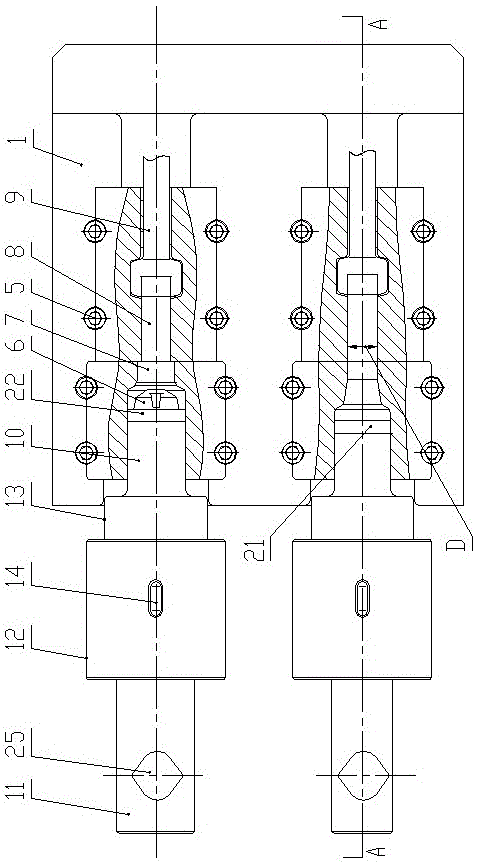
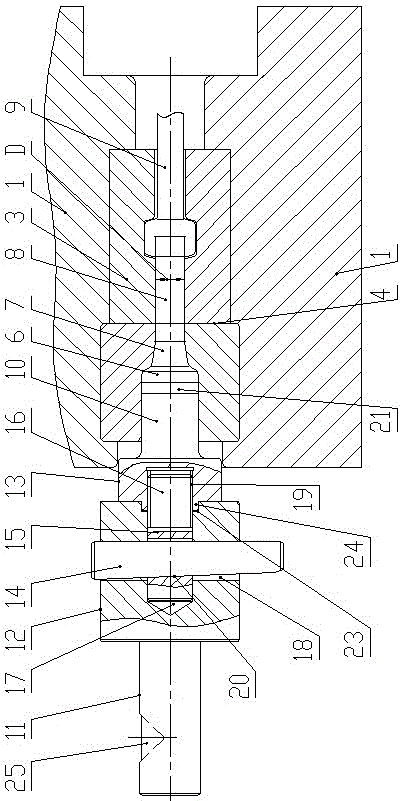
[0020] Such as image 3 and Figure 4 As shown, the drive shaft spline shaft forging process of the present invention comprises the following steps:
[0021] (1), blanking: the diameter of the blank is 32mm, the material is 40Cr, and the length is 193.5mm;
[0022] (2) Intermediate frequency heating: the temperature of intermediate frequency heating is 950°C~1050°C, and the heating time is 5~5.5 minutes;
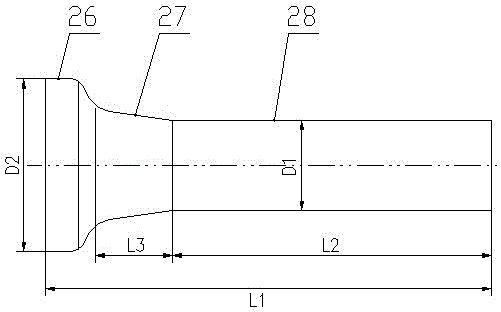
[0023] (3) Pre-forging: Put the intermediate frequency heated blank into the cavity of the pre-forging die body of the spline shaft flat forging die on the flat forging machine, control the flat forging machine, and the power drive end drives the pre-forging punch body to stamp Rough material, stamping the blank material into a pre-forging of the spline shaft, the total length L1 of the pre-forging is 165 mm, the length L2 and outer diameter D1 of the shaft body 28 of the pre-forging are 120 mm and 32 mm respectively, and the outer diameter of the shaft head of the pre-for...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More