

Composite wound thermoplastic glass-reinforced-plastic pipe and production method thereof
A thermoplastic and composite technology, used in rigid pipes, pipes, machinery and equipment, etc., can solve the problems of high hoop tensile strength and low axial tensile strength, and achieve high hoop tensile strength and high production efficiency. , the effect of high axial tensile strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
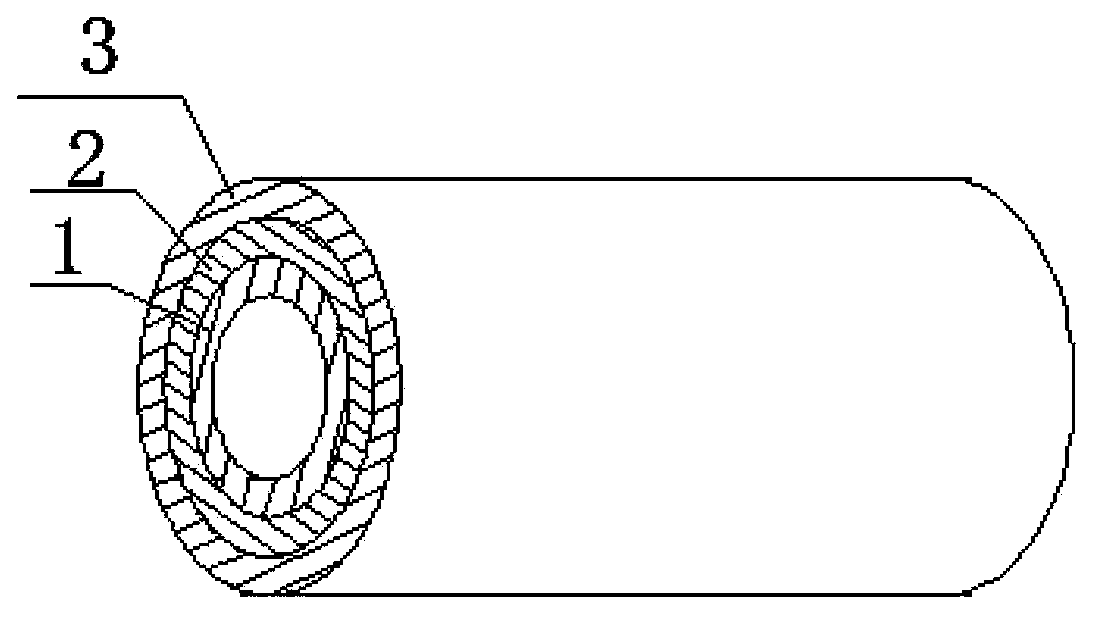
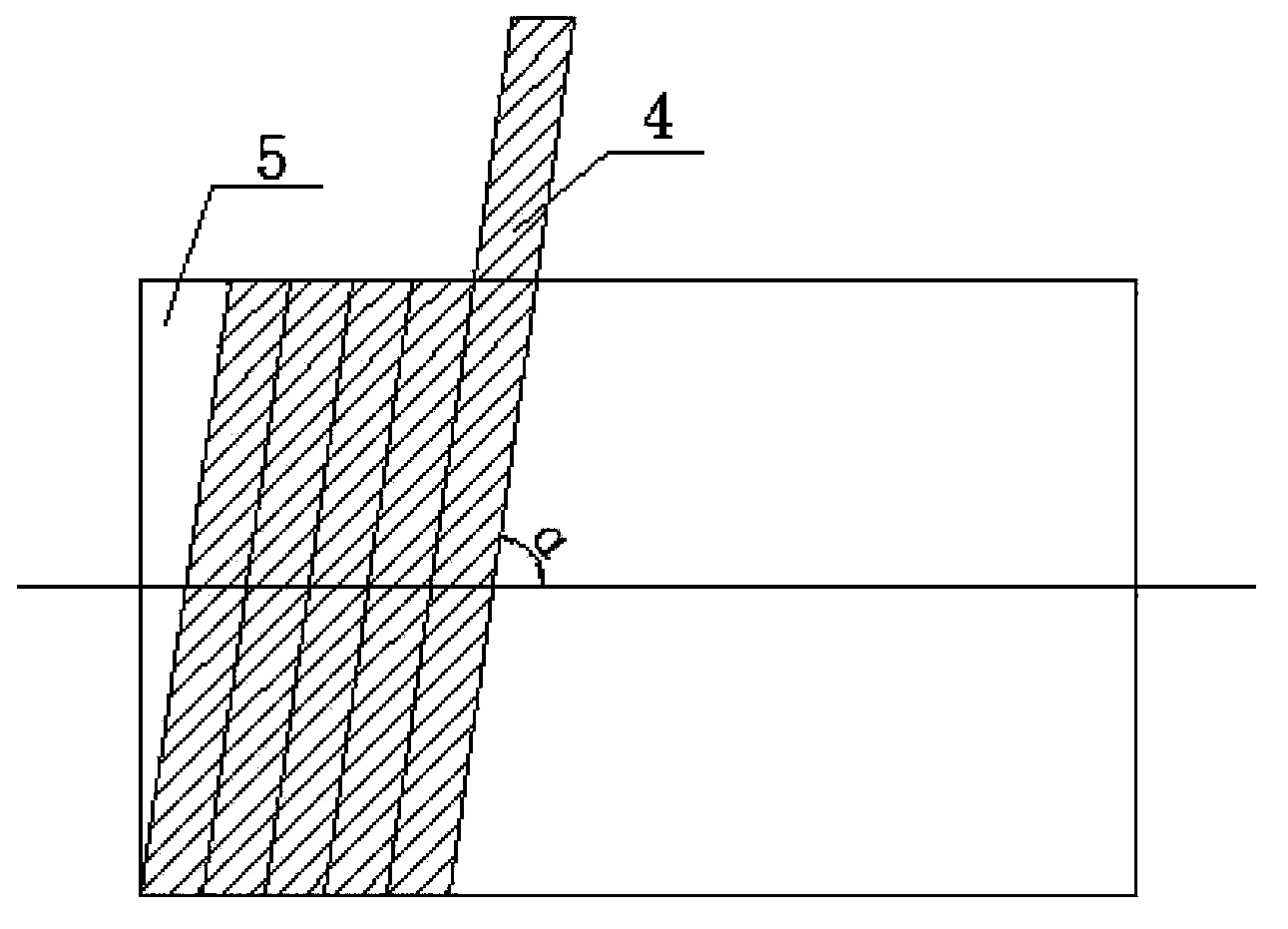
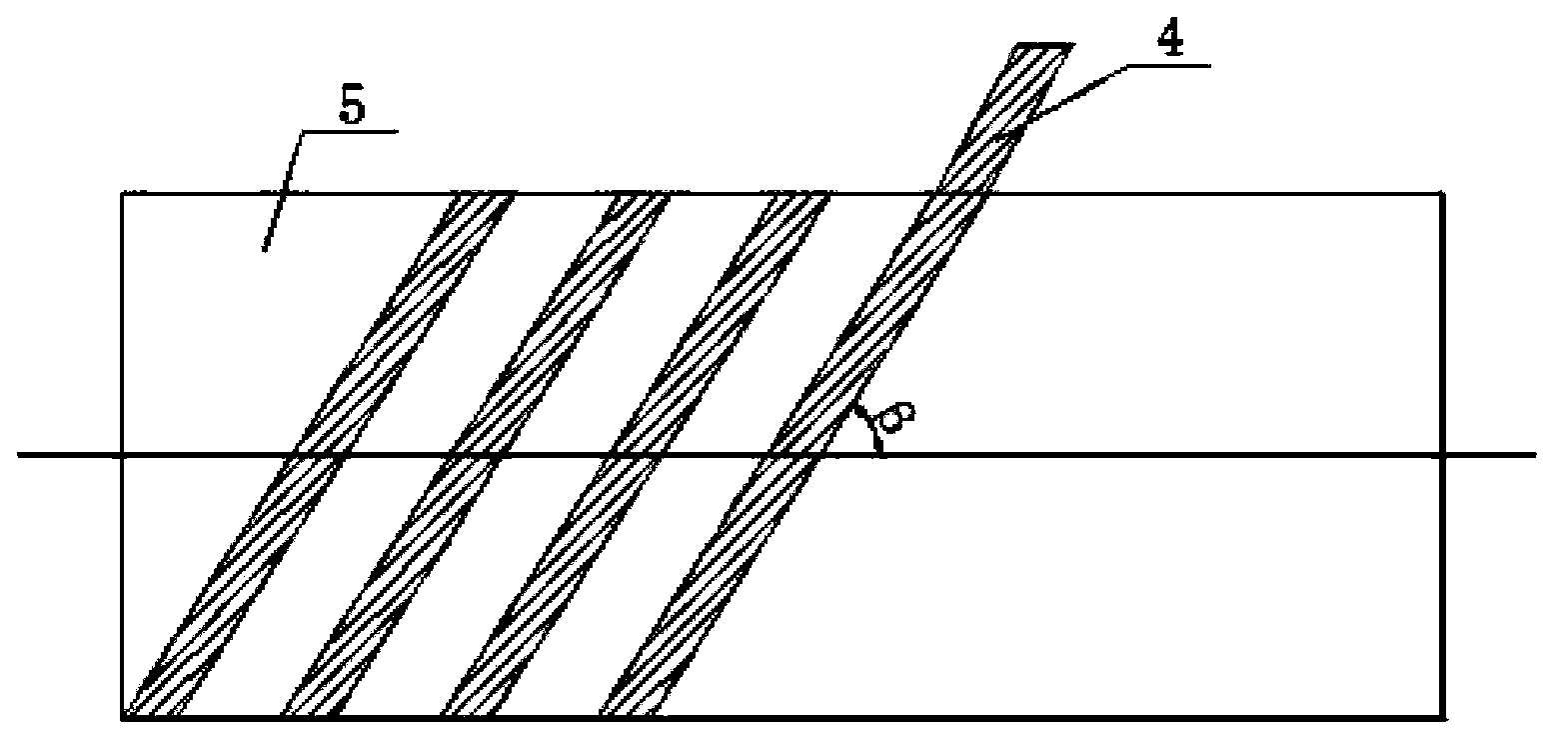
[0031] Such as figure 1 As shown, the composite wound thermoplastic fiberglass pipe consists of an inner layer 1, an intermediate layer 2 and an outer layer 3. The bandwidth of the continuous glass fiber reinforced thermoplastic resin prepreg tape 4 is 41mm, the continuous glass fiber reinforced thermoplastic resin prepreg tape 4 is continuous glass fiber reinforced thermoplastic polypropylene, the glass fiber content is 55%, the thickness of the prepreg tape is 0.2mm, and the winding The diameter of mandrel mold 5 is 150mm. Wrap the inner layer 1 first, such as figure 2 As shown, the circumferential winding angle α is 85°, the prepreg tape is melted after being heated at 140°C, bonded to the surface of the winding mandrel 5, wound to the right end of the winding mandrel 5, and then wound to the left, the winding angle is different change, laying layers in sequence to form an inner layer 1 with a thickness of 2 mm. Next wind the middle layer 2, such as image 3 As shown, ...
Embodiment 2
[0032] Such as figure 1 As shown, the composite wound thermoplastic fiberglass pipe consists of an inner layer 1, an intermediate layer 2 and an outer layer 3. The continuous glass fiber reinforced thermoplastic resin prepreg tape 4 has a bandwidth of 40 mm, the continuous glass fiber reinforced thermoplastic resin prepreg tape 4 is continuous glass fiber reinforced thermoplastic polypropylene, the glass fiber content is 75%, and the thickness of the prepreg tape is 0.1 mm. The diameter of mandrel mold 5 is 50mm. Wrap the inner layer 1 first, such as figure 2 As shown, the circumferential winding angle α is 75°, the prepreg tape is melted after being heated at 130°C, bonded to the surface of the winding mandrel 5, wound to the right end of the winding mandrel 5, and then wound to the left, the winding angle is different Lay layers sequentially to form an inner layer 1 with a thickness of 0.1 mm. Next wind the middle layer 2, such as image 3 As shown, the helical winding ...
Embodiment 3
[0034] Such as figure 1 As shown, the composite wound thermoplastic fiberglass pipe consists of an inner layer 1, an intermediate layer 2 and an outer layer 3. The bandwidth of the continuous glass fiber reinforced thermoplastic resin prepreg tape 4 is 22mm, the continuous glass fiber reinforced thermoplastic resin prepreg tape 4 is continuous glass fiber reinforced thermoplastic polypropylene, the glass fiber content is 60%, the thickness of the prepreg tape is 0.25mm, and the winding The diameter of mandrel mold 5 is 200mm. Wrap the inner layer 1 first, such as figure 2 As shown, the circumferential winding angle α is 88°, the prepreg tape is melted after being heated at 150°C, bonded to the surface of the winding mandrel 5, wound to the right end of the winding mandrel 5, and then wound to the left, the winding angle is different Lay layers in turn to form an inner layer 1 with a thickness of 5 mm. Next wind the middle layer 2, such as image 3As shown, the helical win...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Inner diameter range | aaaaa | aaaaa |
| Bandwidth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More