

Shock Absorber Internal Shaft Forming Process and Its Die Group
A molding process and shock absorber technology, which is applied in the field of shock absorber internal shaft forming technology and its mold set, can solve the problem of size, concentricity parallelism, brightness and chamfer inconsistent, affecting product quality and output, size, Unstable brightness and other problems, to achieve the effect of eliminating machining time and processing machinery costs, improving output and quality, and good surface condition
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The specific implementation manner of the present invention will be described in detail below in conjunction with the accompanying drawings and preferred embodiments. As shown in the figure, a shock absorber internal shaft forming process, the method is:
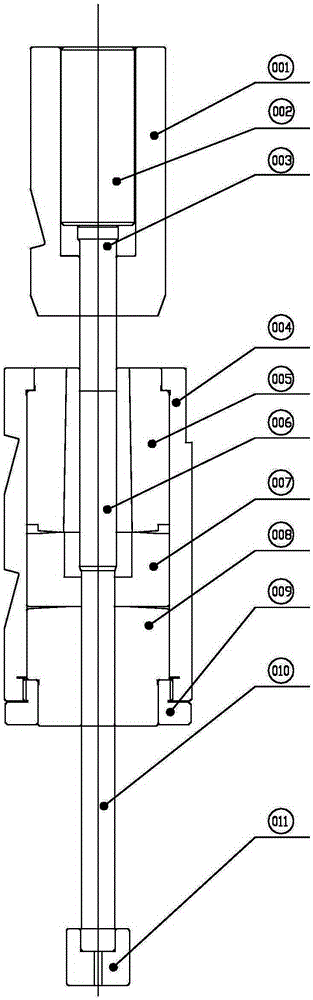
[0030] like Figure 7 As shown, the first step, shaping, puts the cut cylindrical wire rod into the first mold, flattens the top of the cylindrical wire rod and presses the bottom out of the first chamfer A; the angle of the first chamfer A 60°-80°.
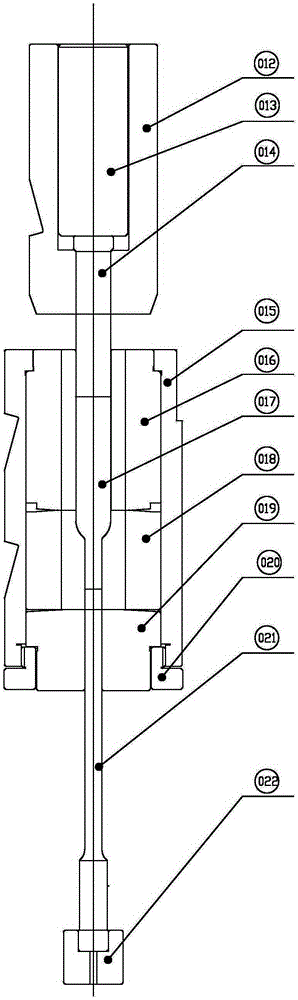
[0031] In the second step, the lower flat shaft is stretched out from the bottom, and the cylindrical wire processed in the previous step is put into the second mold, and the bottom of the cylindrical wire is stretched out of the lower flat shaft 73, and at the same time, the lower flat shaft is connected to the stepped shaft 74 Stretch out the first round corner B;
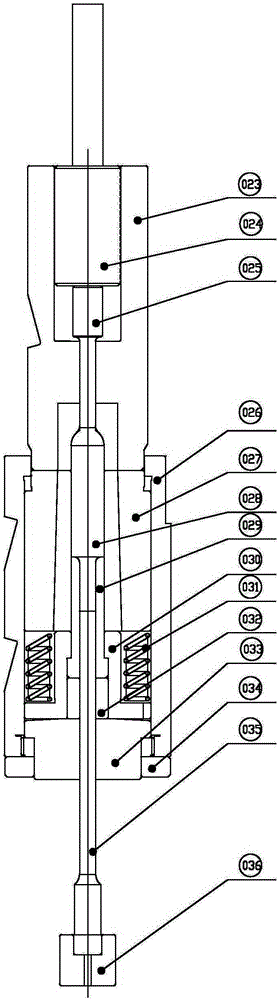
[0032] The third step is to shape the upper end of the stepped shaft, put the workpiece obtained in s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More