Formulating method for 5052 aluminum alloy strip cold rolling process
An aluminum alloy strip and process technology, which is applied in the direction of metal rolling, etc., can solve the problems of unfavorable direct use of rolling mills and lack of rolling process.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
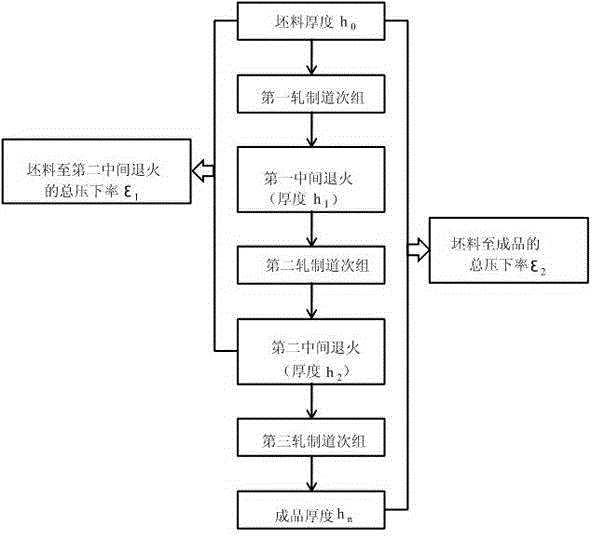
[0126] in 5052 aluminum alloy is cold rolled on a 460mm / 1220mm×1850mm 4-roll reversible aluminum strip cold rolling mill. The thickness of the cast-rolled billet is 7mm, the width is 1200mm, and the coil weight is 4.5t. The thickness of the finished strip is required to be 0.4mm, and the finished state is H14.
[0127] The specific steps to develop a cold rolling process are:
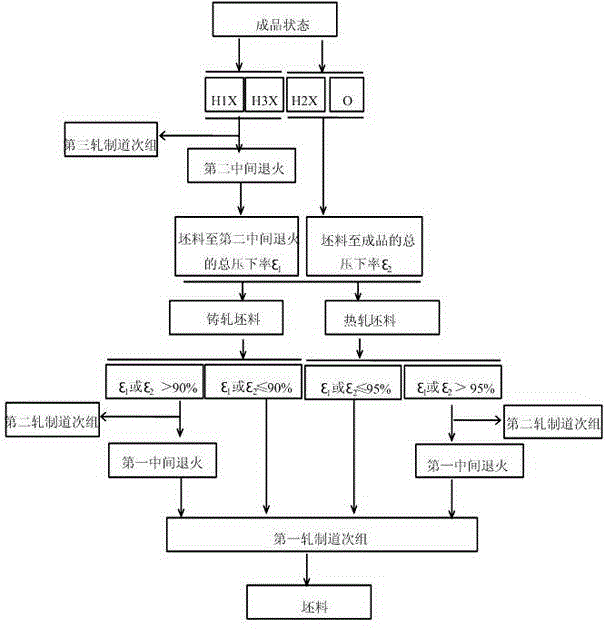
[0128] (1) The state of the finished product is H14, and the cold rolling process includes the second intermediate annealing and the third rolling pass group. The third rolling pass group includes 1 pass, the total pass reduction rate of the third rolling pass group ε 0 25-45%, might as well take ε 0 Is 35%.
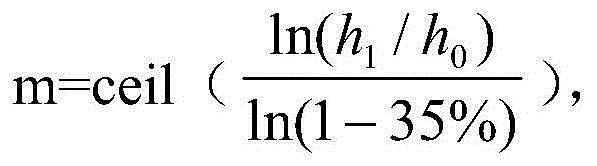
[0129] (2) Calculate the intermediate annealing thickness h according to the thickness of the finished product 0.4mm and the total pass reduction rate of the third rolling pass group of 35% 2 = 0.62mm. According to the billet thickness 7mm and the intermediate annealing thickness 0.62mm, the total red...
Embodiment 2
[0138] in 5052 aluminum alloy is cold rolled on a 460mm / 1220mm×1850mm 4-roll reversible aluminum strip cold rolling mill. The thickness of the cast-rolled billet is 5.5mm, the width is 1200mm, and the coil weight is 4.5t. The thickness of the finished strip is required to be 0.9mm, and the finished state is H16.
[0139] The specific steps to develop a cold rolling process are:
[0140] (1) When the finished product state is H16, the cold rolling process includes the second intermediate annealing and the third rolling pass group. The third rolling pass group includes 2 passes. The pass reduction ratios of the 2 passes are 30-50% and 15-35%, respectively. The total pass reduction of the third rolling pass group ε 0 Is 45-65%. Might as well take ε 0 = 55%, using the principle of the smallest difference between the rolling pressures of each pass to determine the reduction rates of the two passes to be 35.00% and 30.77%, respectively.
[0141] (2) Calculate the intermediate annealing...
Embodiment 3
[0148] in 5052 aluminum alloy is cold rolled on a 460mm / 1220mm×1850mm 4-roll reversible aluminum strip cold rolling mill. The thickness of the hot-rolled billet is 6.5mm, the width is 1200mm, and the coil weight is 5.5t. The thickness of the finished strip is required to be 0.2mm, and the finished state is H12.
[0149] The specific steps to develop a cold rolling process are:
[0150] (1) When the finished product state is H12, the cold rolling process includes the second intermediate annealing and the third rolling pass group. The third rolling pass group includes 1 pass, take the total pass reduction rate of the third rolling pass group ε 0 10-35%. Might as well take ε 0 Is 26.00%.
[0151] (2) According to the thickness of the finished product 0.2mm and the total pass reduction rate of the third rolling pass group of 26%, the intermediate annealing thickness h is calculated 2 =0.27mm. According to the billet thickness 6.5mm and the intermediate annealing thickness 0.27mm, the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com