

Special die for stamping inward bending part and stamping method
A technology of internal bending and mold, which is applied in the field of stamping molds, can solve problems such as the inability to guarantee the size of product parts, and achieve the effects of improving mold life, high fillet strength, and ensuring the accuracy of forming dimensions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] Attached below Figure 1-14 An embodiment of the present invention is described.
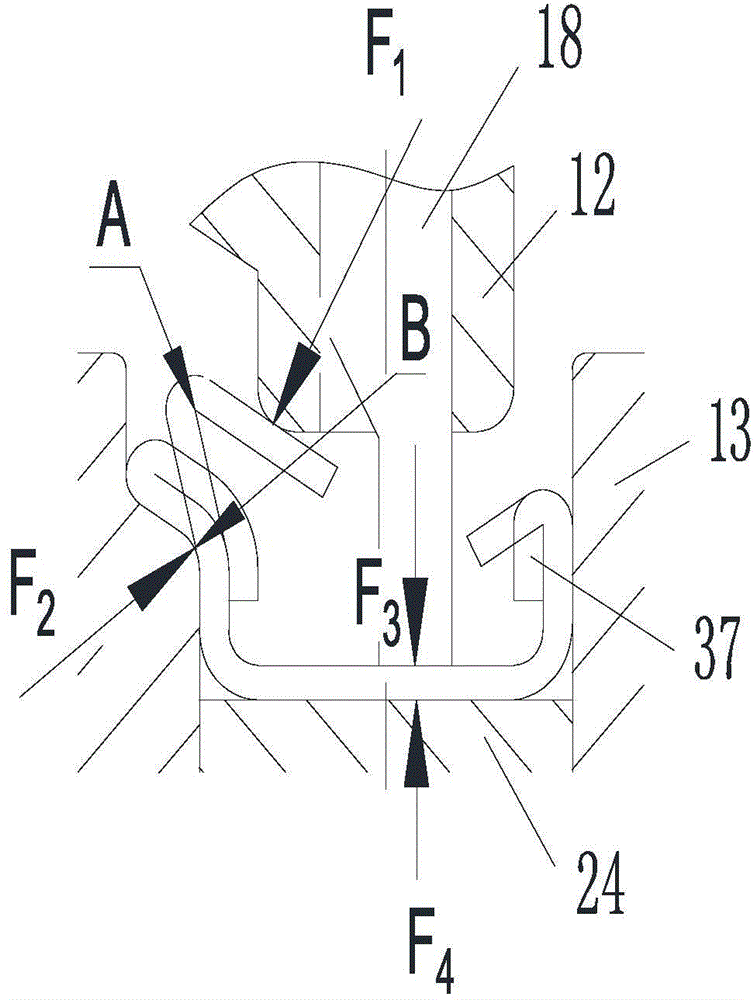
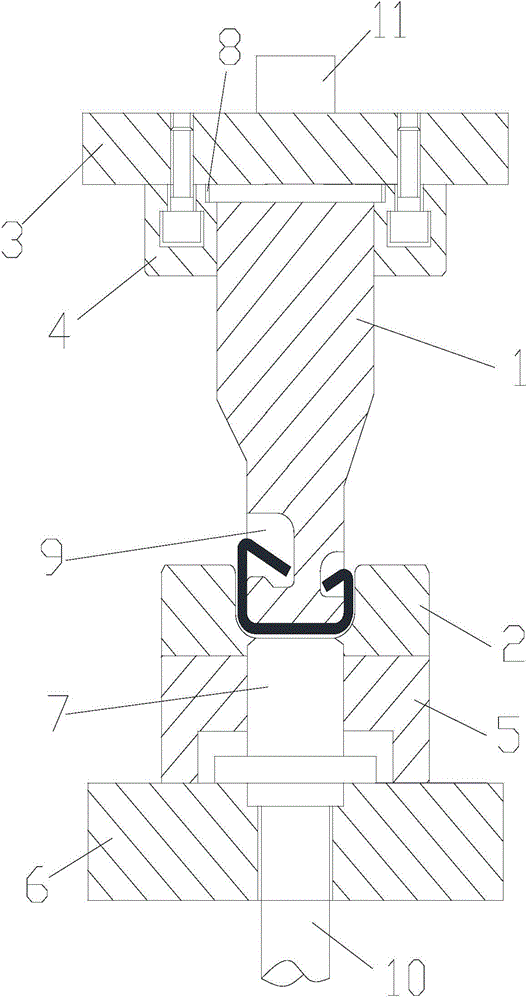
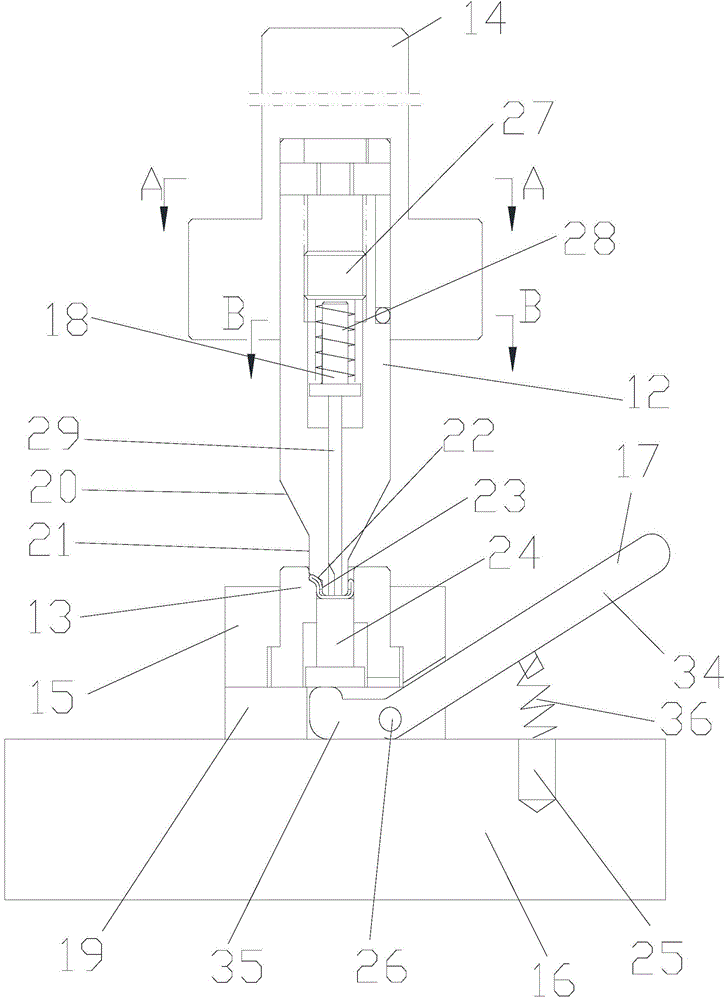
[0034] A special mold for stamping internally bent parts. It has a first mold assembly and a second mold assembly. The first mold assembly includes a male mold I1, a female mold I2, a mold upper plate 3, a fixed plate 4, a cushion frame 5, and a mold. Lower plate 6 and ejector 7, said punch I1 with relief grooves 9 on both sides of the lower end; said second mold assembly includes punch II12, female mold II13, mold handle II14, mold base 15, and lower mold plate 16. And the crowbar 17, the lower part of the punch II 12 is made with a V-shaped transition section 20, the lower part of the V-shaped transition section 20 is made with a straight section 21, and one side of the straight section 21 is made with an inclined stamping section below 22. The lower part of the inclined stamping forming section 22 is formed with a direct pressure forming section 23, and the bottom of the direct pressing ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More