

Automatic welding method of loop-weld structured but joints
An automatic welding and butt joint technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problem of poor welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] This embodiment provides a high-quality automatic welding method for circular seam structure butt joints. The workpiece to be welded is a 30CrMnSiA steel component with a thickness of 8mm, the inner diameter is a sudden change structure, the inner diameter of the nozzle is 5mm, and the inner diameter of the welded part is 40mm. Defects cannot be repaired, and the welding success rate is high.
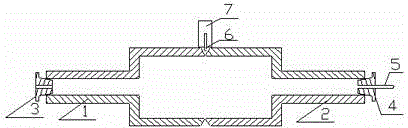
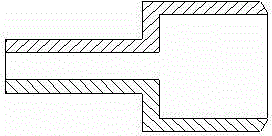
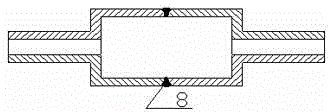
[0035] It is used for the production of two-part circular seam structure butt joints with a length of 700mm, such as figure 2 and image 3 As shown, the present embodiment proceeds according to the following steps:
[0036] 1) Process the butt surface of the parts to be welded into a Y-shaped groove, the thickness of the blunt side of the groove is 2mm, and the angle of the single-side groove is 45°.
[0037] 2) Carry out positioning welding, use V-shaped high-speed iron to make the cylindrical structural parts to be welded coaxial, fill the back of both ends with argon gas pr...
Embodiment 2
[0046] The preferred embodiment of the present invention provides a high-quality automatic welding method for circular seam structure butt joints. The welded 20 steel components with a thickness of 4mm and a diameter of 100mm are two pipe parts with a length of 1200mm.
[0047] Difficult to access inside for rework due to long length. Such as Figure 4 , Figure 5 As shown, the present embodiment proceeds according to the following steps:
[0048] 1) The butt surface of the parts to be welded is processed into a stepped groove, the thickness of the blunt side is 1.3mm, and the width of the blunt side of the single slope is 4mm. The upper bevel angle is 45°
[0049] 2) Carry out positioning welding, use V-shaped high-speed iron to make the cylindrical structural parts to be welded coaxial, fill the back of both ends with argon gas protection, use special plugs for sealing at both ends, one end of the plug is externally connected to the intake pipe, and the other end of the p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More