

A high-strength aluminum alloy high-thickness ratio net-shape isothermal forging die
An isothermal forging, aluminum alloy technology, applied in manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve the problems of small high-to-thickness ratio, difficult to form high-to-thickness ratio forgings, poor high temperature fluidity, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 17075
[0022] Example 1 7075 aluminum alloy forging die
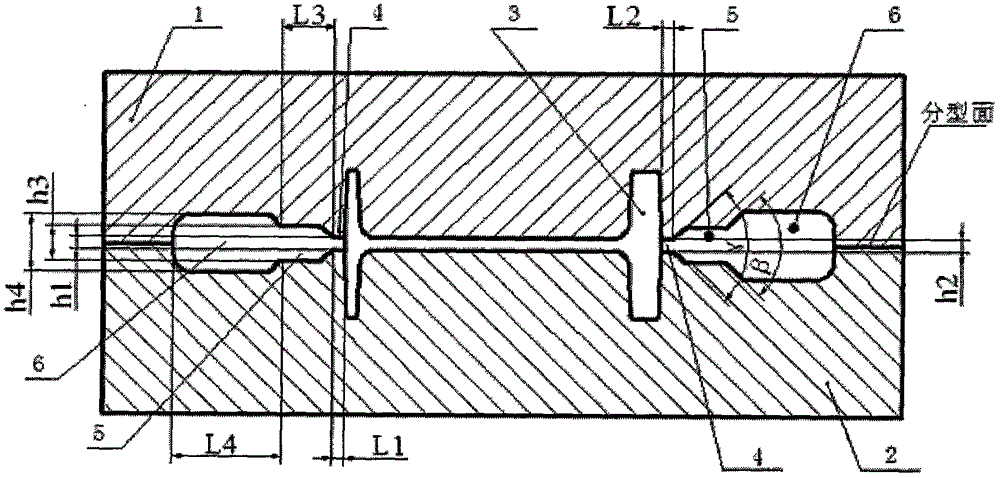
[0023] Such as figure 1 , figure 2 , image 3 and Figure 4 As shown, the 7075 aluminum alloy forging die includes an upper die 1, a lower die 2, and a forging cavity 3 located between the upper die 1 and the lower die 2, and an overflow cavity is arranged between the upper die 1 and the lower die 2, and the overflow The material chamber is composed of three areas, namely the damping control zone 4, the damping release area 5 and the overflow storage chamber 6. The heights of the three partitions of the overflow cavity are respectively: h1=h2=1.2mm, h3=6mm, h4=10mm. The width of each area of the overflow chamber meets the following requirements: L1=L2=1.5mm, L3=9mm, L4=19mm. The overflow chamber has two height transition steps with included angles β and γ, γ=60°, β=90°. The h1 and h2 are the heights of the left and right damping control bands 4 respectively, h3 is the height of the damping release zone 5, h4 is the he...
Embodiment 22024
[0025] Example 2 2024 aluminum alloy forging die
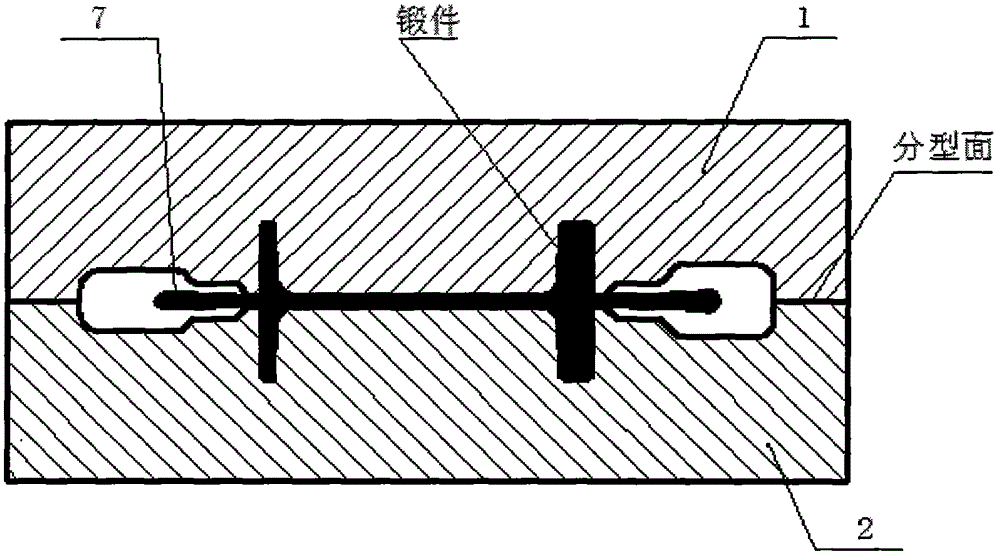
[0026] Such as Figure 5 As shown, a 2024 aluminum alloy forging die includes an upper die 1, a lower die 2, and a forging cavity 3 between the upper die 1 and the lower die 2, and an overflow cavity is arranged between the upper die 1 and the lower die 2, and the overflow The material chamber is composed of three areas, namely the damping control zone 4, the damping release area 5 and the overflow storage chamber 6. The heights of the three partitions of the overflow cavity are respectively: h1=h2=1.5mm, h3=6mm, h4=10. The width of each area of the overflow cavity is: L1=L2=1.8mm, L3=14mm, L4=27mm. The overflow chamber has two height transition step angles β and γ, the values of which are respectively: γ=60°, β=90°. The h1 and h2 are the heights of the left and right damping control bands 4 respectively, h3 is the height of the damping release zone 5, h4 is the height of the overflow storage chamber 6, and L1 and L2 ar...
Embodiment 36061
[0028] Example 3 6061 aluminum alloy forging die
[0029] Such as Figure 6 As shown, the 6061 aluminum alloy forging die includes an upper die 1, a lower die 2, and a forging cavity 3 between the upper die 1 and the lower die 2, and an overflow cavity is arranged between the upper die 1 and the lower die 2, and the overflow The material chamber is composed of three areas, namely the damping control zone 4, the damping release area 5 and the overflow storage chamber 6. The heights of the three partitions of the overflow cavity are respectively: h1--h2=1.5mm, h3=4mm, h4=10. The width of each area of the overflow cavity is: L1=L2=1.5mm, L3=13mm, L4=28mm. The overflow chamber has two height transition step angles β and γ, the values of which are respectively: γ=60°, β=90°. The h1 and h2 are the heights of the left and right damping control bands 4 respectively, h3 is the height of the damping release zone 5, h4 is the height of the overflow storage chamber 6, and L1 and L2...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More