A method for laser modification welding of titanium alloy welding seam using wave absorbing coating
A technology of wave absorbing coating and titanium alloy, applied in the field of laser modification welding, can solve the problems such as the inability to fundamentally eliminate the undercut of the weld, the large residual stress of the welding, the adverse effect on the performance, etc., and achieve good guiding significance and low welding stress. , conducive to the effect of spreading
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] This embodiment provides a method for laser trim welding of titanium alloy weld seams by using a wave-absorbing coating, which includes the following steps:
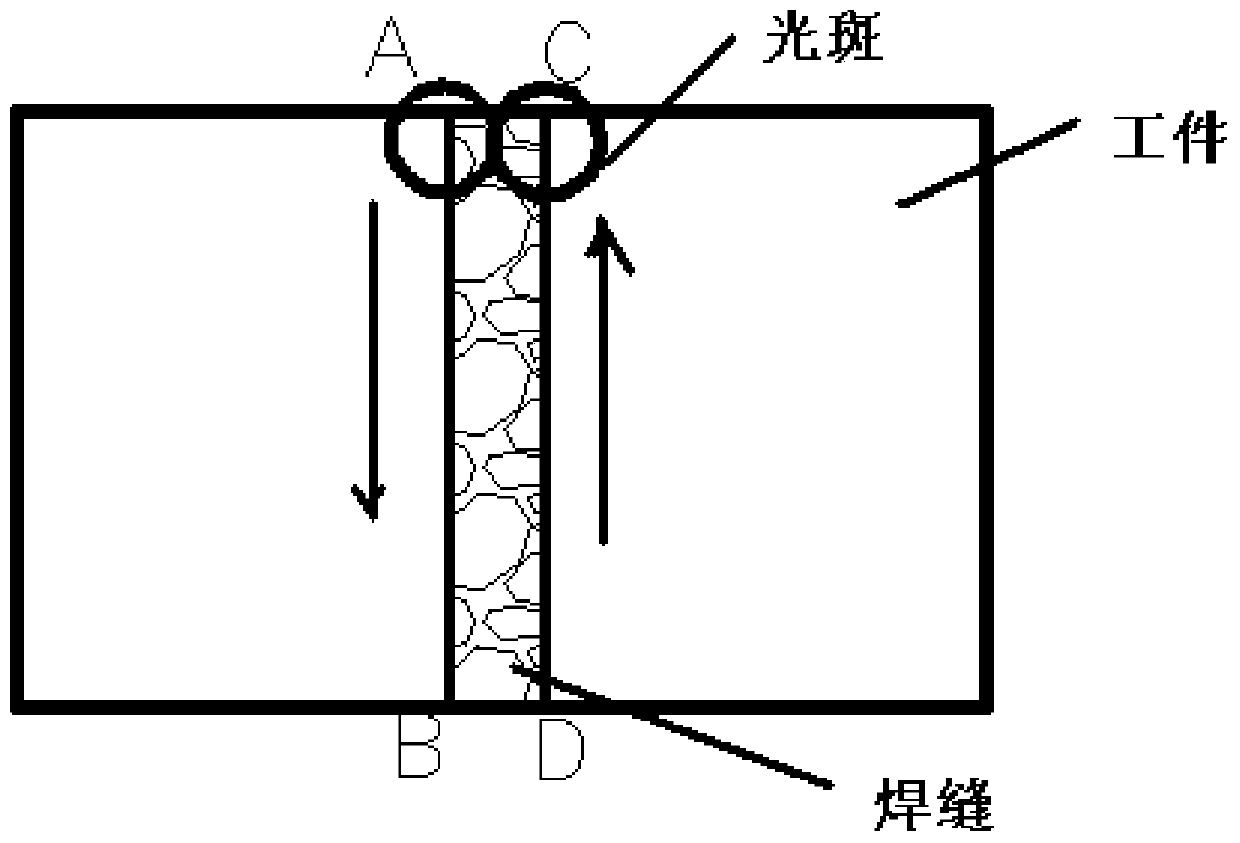
[0040] 1) Pretreatment of the weld in the weld
[0041] Use alcohol or acetone to wipe the surface of the weld with undercut defects to remove the oil on the surface of the weld; then use a continuous laser (wavelength 1.6μm, power 2000W) to weld with a defocused laser spot The seam is scanned to remove the residual organic matter on the surface of the weld. During the scanning process, the diameter of the defocused laser spot is controlled to be 8mm, and the scanning speed is 1.2m / min;
[0042] 2) Apply a wave-absorbing coating to the weld position
[0043] NaF, Y 2 o 3 、Cr 2 o 3 , La 2 o 3The powder is mixed uniformly according to the mass ratio of 40%:20%:20%:20% to obtain a wave-absorbing coating; then the mixed powder and acetone are mixed into a suspension according to the mass ratio of 1:10, Use a b...
Embodiment 2
[0047] This embodiment provides a method for laser trim welding of titanium alloy weld seams by using a wave-absorbing coating, which includes the following steps:
[0048] 1) Pretreatment of the weld in the weld
[0049] Use alcohol or acetone to wipe the surface of the weld with undercut defects to remove the oil on the surface of the weld; then use a continuous laser (wavelength 1.6 μm, power 2200W) to weld with a defocused laser spot The seam is scanned to remove the residual organic matter on the surface of the weld. During the scanning process, the diameter of the defocused laser spot is controlled to be 6mm, and the scanning speed is 1.5m / min;
[0050] 2) Apply a wave-absorbing coating to the weld position
[0051] NaF, Y 2 o 3 、Cr 2 o 3 , La 2 o 3 The powder is mixed uniformly according to the mass ratio of 70%:10%:10%:10% to obtain a wave-absorbing coating; then the mixed powder and acetone are mixed according to the mass ratio of 1:10 to form a suspension, Us...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| wavelength | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More