

Casting method for compression impeller
A technology of pressing impeller and casting mold, applied in casting molding equipment, casting mold, casting mold composition, etc., can solve the problems of high mold production cost, low production efficiency, difficult mold disassembly, etc., to reduce production cost and improve production efficiency. , The effect of improving the speed of disassembly and assembly
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
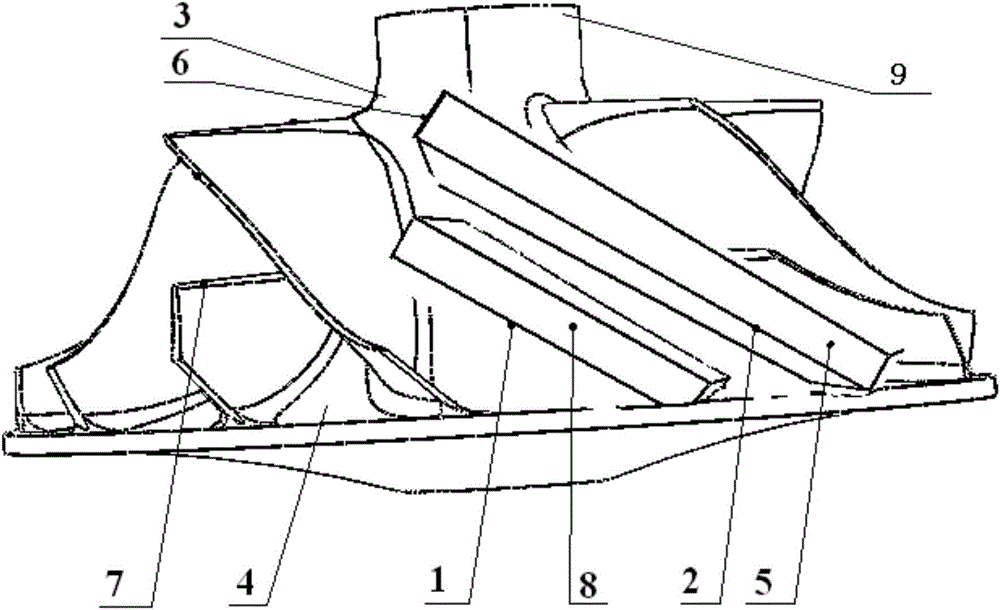
[0027] The angle between the upper edge plane 6 of the primary primary blade and the central axis 9 of the impeller is equal to 90 degrees; the angle between the upper edge plane 7 of the initial secondary blade and the central axis 9 of the impeller is equal to 90 degrees.
[0028] The upper and lower surfaces of the initial primary blade 2 and the initial secondary blade 1 of the impeller casting mold are parallel to each other, and the distance between the initial primary blade and the initial secondary blade is 5mm. The mold can be ejected synchronously in the same direction to realize automatic mold opening and closing.
Embodiment 2
[0030] The angle between the outer edge plane 5 of the primary primary blade and the central axis 9 of the impeller is equal to 95 degrees; the angle between the outer edge plane 8 of the initial secondary blade and the central axis 9 of the impeller is equal to 95 degrees.
[0031] The upper and lower surfaces of the initial primary blade 2 and the initial secondary blade 1 of the impeller casting mold are parallel to each other, and the distance between the initial primary blade and the initial secondary blade is 5mm. The mold can be ejected synchronously in the same direction to realize automatic mold opening and closing.
Embodiment 3
[0033] The angle between the upper edge plane 6 of the primary primary blade and the central axis 9 of the impeller is equal to 100 degrees; the angle between the upper edge plane 7 of the initial secondary blade and the central axis 9 of the impeller is equal to 100 degrees.
[0034] The distance between the initial primary blade and the initial secondary blade is constant from the inlet of the impeller to the outlet of the impeller. The radial distance between the lower surface of the initial primary blade 2 and the upper surface of the adjacent primary secondary blade 1 along the central axis 9 of the impeller becomes larger, and the angle between the two planes is 7 degrees.
[0035] The radial distance between the upper surface of the initial primary blade of the impeller casting mold and the upper surface of the adjacent initial secondary blade along the central axis 9 of the impeller becomes larger, and the angle between the two planes is 9 degrees.
[0036] The linear ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More