Machining method for bearing seat
A processing method and technology of bearing housings, which are applied to the rigid brackets of bearing components, bearing components, shafts and bearings, etc., can solve the rough surface of the inner ball hole, the intermittent cutting of processing equipment and tools, the spherical error of the inner ball hole and the ellipse big problem
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] Such as Figure 2-Figure 3 Shown, the processing method of bearing housing of the present invention, comprises the following steps:
[0022] (1) Prepare the blank of the bearing seat,
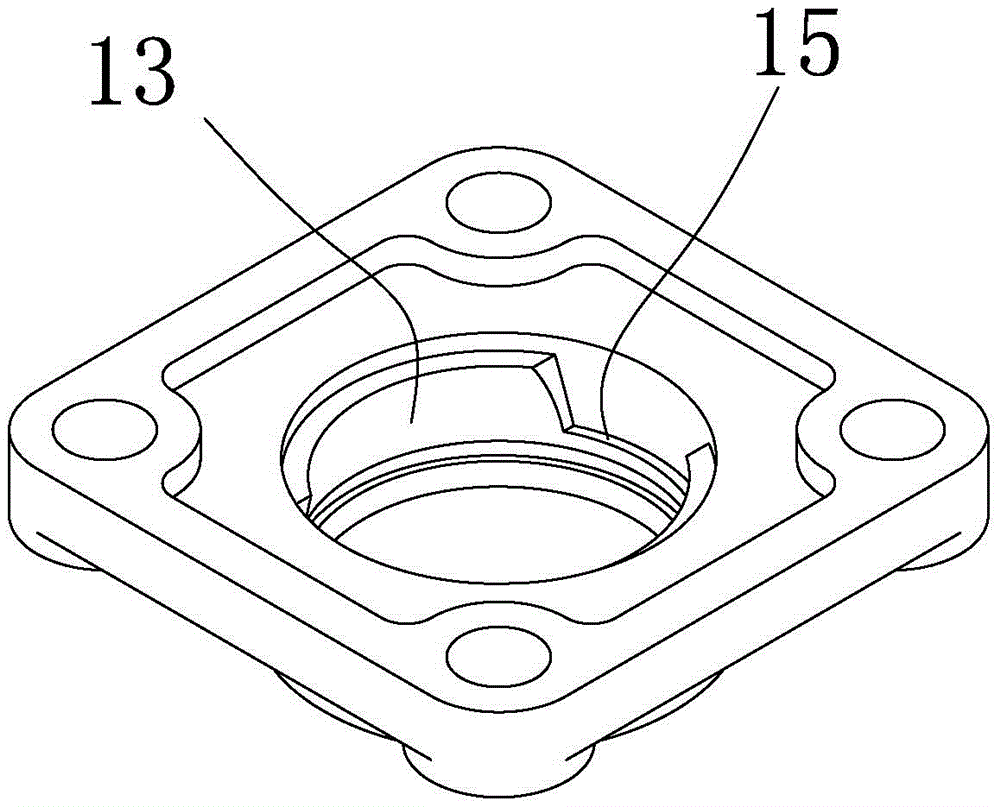
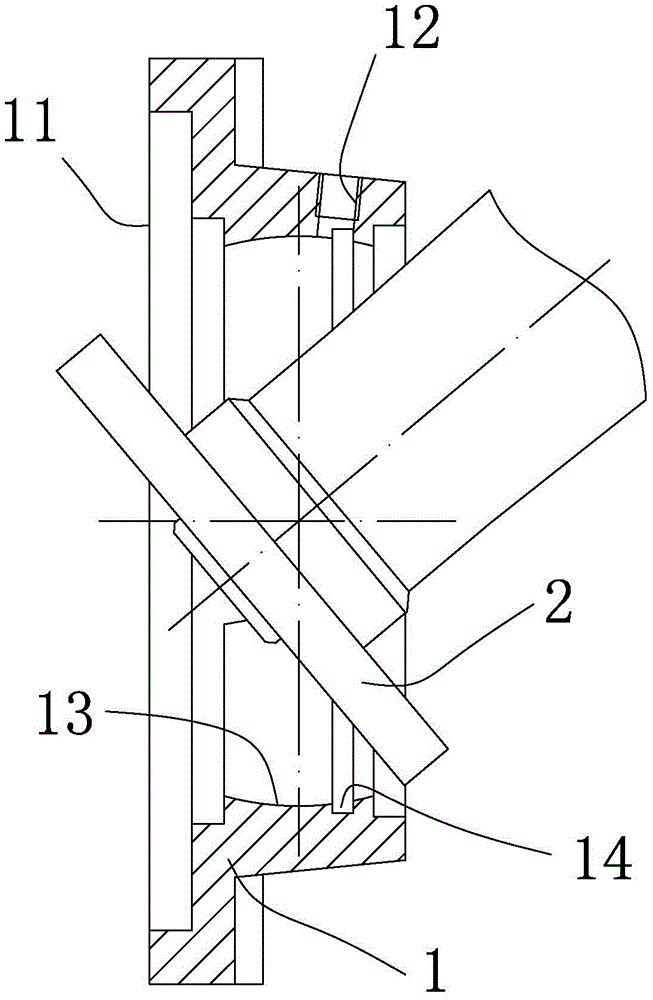
[0023] (2) The bottom plane 11 of the flat bearing housing 1
[0024] (3) Drill the nozzle hole 12 and tap the nozzle hole 12;
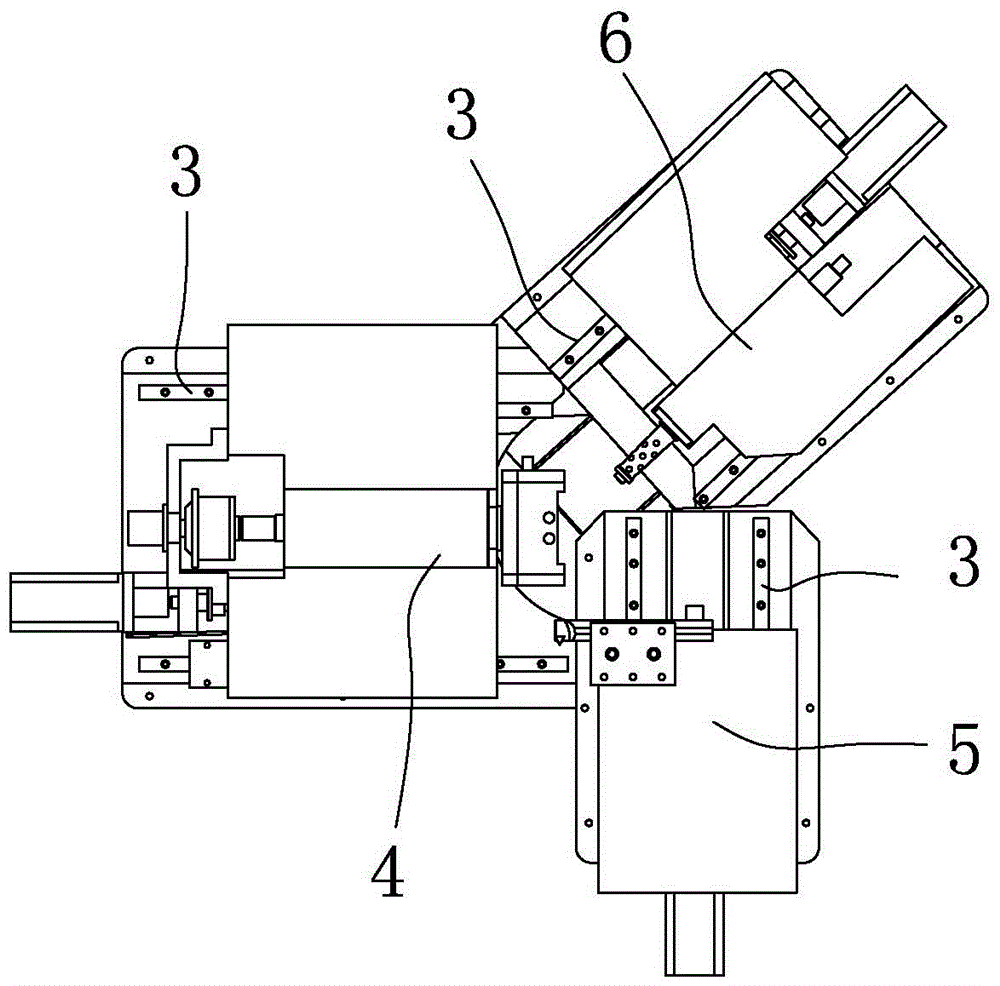
[0025] (4) Ball hole and oil groove in the car: fix the bearing seat 1 on the workpiece shaft of the machine tool, rough-turn the inner ball hole 13 and the oil groove 14 of the bearing seat 1 through the turning tool; the workpiece shaft frame 4 is provided on the machine tool through guide rail sliding , Turning tool rest 5, emery wheel rest 6, the workpiece shaft is arranged on the workpiece spindle rest 4, the turning tool is arranged on the turning rest The direction of the guide rail of 5 is vertical, and the direction of the guide rail of the workpiece bracket 4 and the direction of the guide rail of the grinding wheel frame 6 are at an angle of 40 °;...
Embodiment 2
[0029] Such as Figure 2-Figure 3 Shown, the processing method of bearing housing of the present invention, comprises the following steps:
[0030] (1) Prepare the blank of the bearing housing
[0031] (2) Lathe bottom plane 11;
[0032] (3) Drill the nozzle hole 12 and tap the thread of the nozzle hole;
[0033] (4) Ball hole and oil groove in the car: fix the bearing seat 1 on the workpiece shaft of the machine tool, rough-turn the inner ball hole 13 and the oil groove 14 of the bearing seat 1 through the turning tool; the workpiece shaft frame 4 is provided on the machine tool through guide rail sliding , Turning tool rest 5, emery wheel rest 6, the workpiece shaft is arranged on the workpiece spindle rest 4, the turning tool is arranged on the turning rest The direction of the guide rail of 5 is vertical, and the direction of the guide rail of the workpiece bracket 4 and the direction of the guide rail of the grinding wheel frame 6 are at an angle of 40 °;
[0034] (5)...
Embodiment 3
[0037] Such as Figure 2-Figure 3 Shown, the processing method of bearing housing of the present invention, comprises the following steps:
[0038] (1) Prepare the blank of the bearing seat;
[0039] (2) Lathe bottom plane 11;
[0040] (3) Drill the nozzle hole 12 and tap the thread of the nozzle hole;
[0041] (4) Ball hole and oil groove in the car: fix the bearing seat 1 on the workpiece shaft of the machine tool, rough-turn the inner ball hole 13 and the oil groove 14 of the bearing seat 1 through the turning tool; the workpiece shaft frame 4 is provided on the machine tool through guide rail sliding , Turning tool rest 5, emery wheel rest 6, the workpiece shaft is arranged on the workpiece spindle rest 4, the turning tool is arranged on the turning rest The direction of the guide rail of 5 is vertical, and the direction of the guide rail of the workpiece bracket 4 and the direction of the guide rail of the grinding wheel frame 6 are at an angle of 40 °;
[0042] (5) F...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More