

Secondary glue joint pressing method for thin composite material plate
A composite material board and composite material technology, which is applied in the manufacture of composite material parts of the driver's cabin door frame, composite material manufacturing, and the secondary bonding and pressing of thin composite material boards. It can solve product warping, weak bonding, Problems such as debonding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The process method of the invention can realize the secondary adhesive bonding manufacture of the thin composite material plate structure, improve product quality, and avoid debonding between composite material parts.
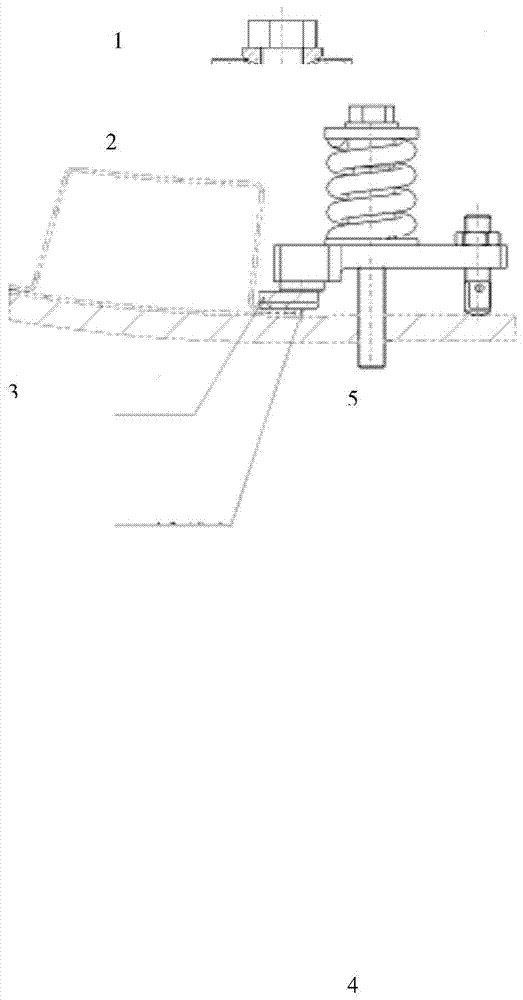
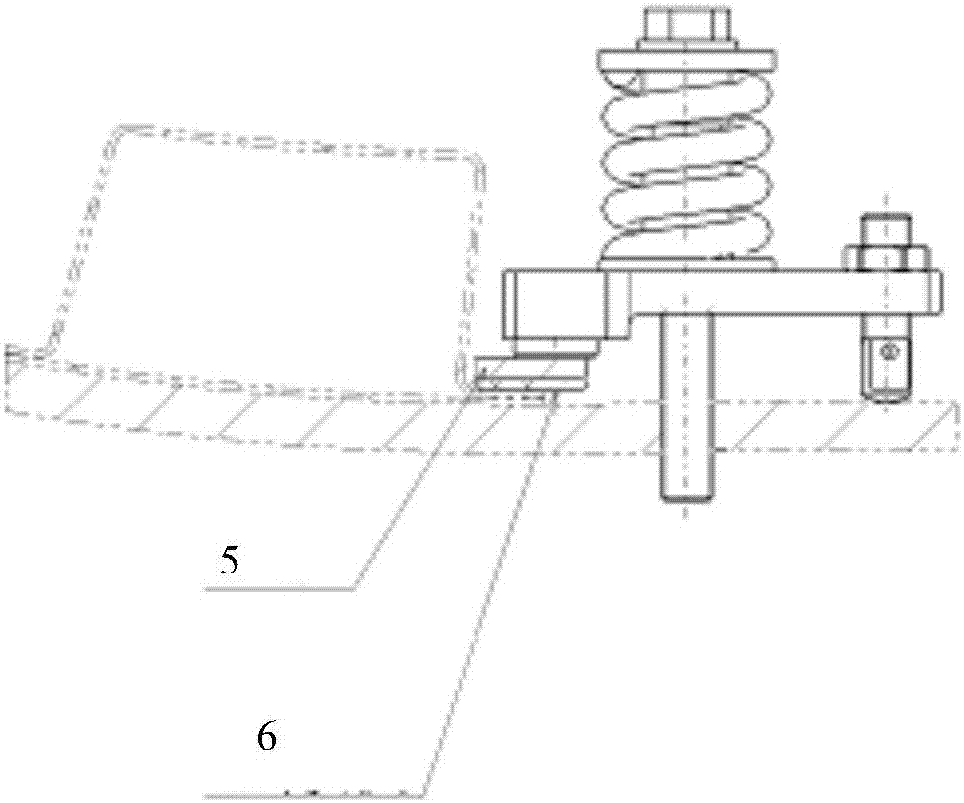
[0029] The method of the invention is as follows: pre-installation of the thin composite material plate → preparation of the surface of the composite material → laying of the adhesive film → placement of the pressurizing device → curing in the curing oven → demoulding → trimming, and the secondary bonding molding is completed. This method is suitable for secondary bonding molding of any curved and flat thin composite material panels.
[0030] Step 1. Pre-install the two thin composite material panels to be bonded on the bonding fixture, and take them out after accurate positioning;
[0031] Step 2. Wipe the surfaces of the two thin composite material panels to be glued, and wipe the surface of the thin composite material panels with a white lint-free wip...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More