

Ship thick-plate welding technology
A welding process and ship technology, applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve problems such as product breakage and unqualified products, achieve the effects of reducing external stress, less difficult operation, and avoiding crack defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] In order to deepen the understanding of the present invention, the present invention will be further described in detail below. This embodiment is only used to explain the present invention, and does not constitute a limitation to the protection scope of the present invention.
[0037] Ship thick plate welding process of the present invention,
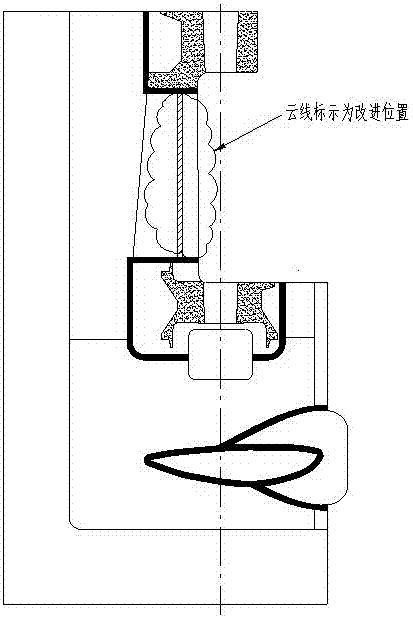
[0038] image 3 As shown, (1) First of all, the welding method of the ship’s thick plate is no longer the welding method of overhead welding, but instead of flat welding and symmetrical welding. The preheating temperature is 100℃>t<250℃. Effective preheating can reduce the weld cooling. speed, reduce the risk of hardening; give the absorbed hydrogen a chance to diffuse out, thereby reducing the occurrence of cracks; remove moisture in the weld; improve the fusion of the overall weld; ensure the expansion and contraction distribution of the weld metal and the base metal uniform, thereby reducing stress levels.
[0039] Figure...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More