Manufacturing method of bases for installation of speed reducers and bases for installation of speed reducers
A manufacturing method and reducer technology, applied in the direction of engine base, supporting machine, mechanical equipment, etc., can solve the problems of high cost and complicated manufacturing process, and achieve the effect of low cost and simple process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
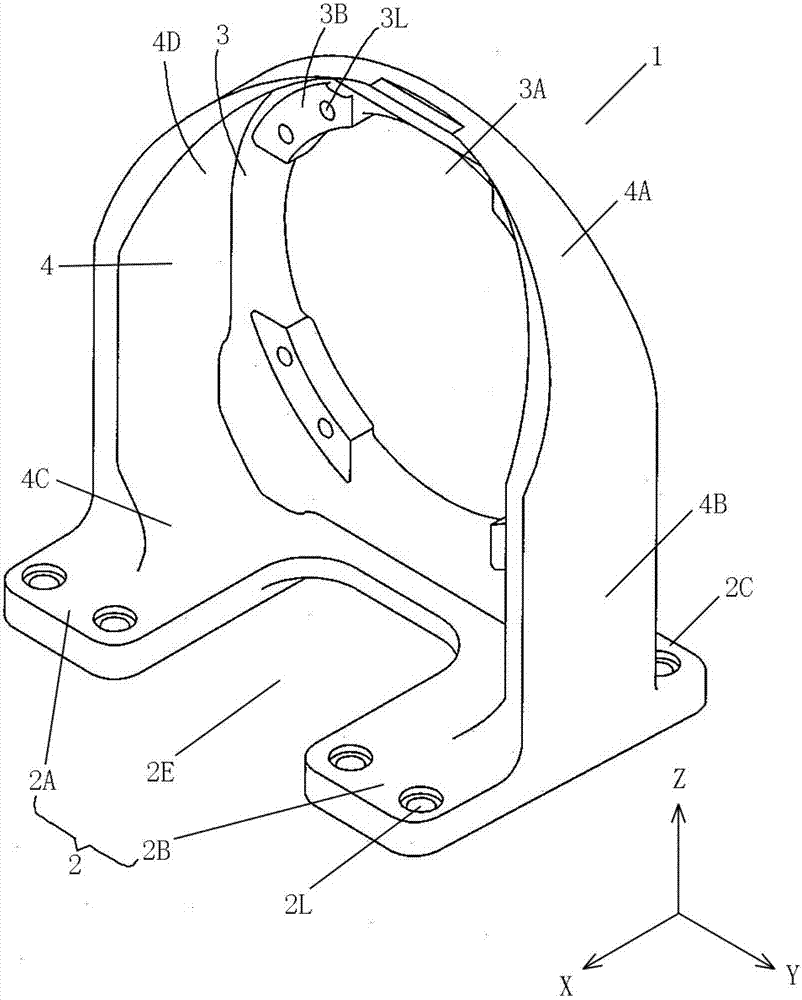
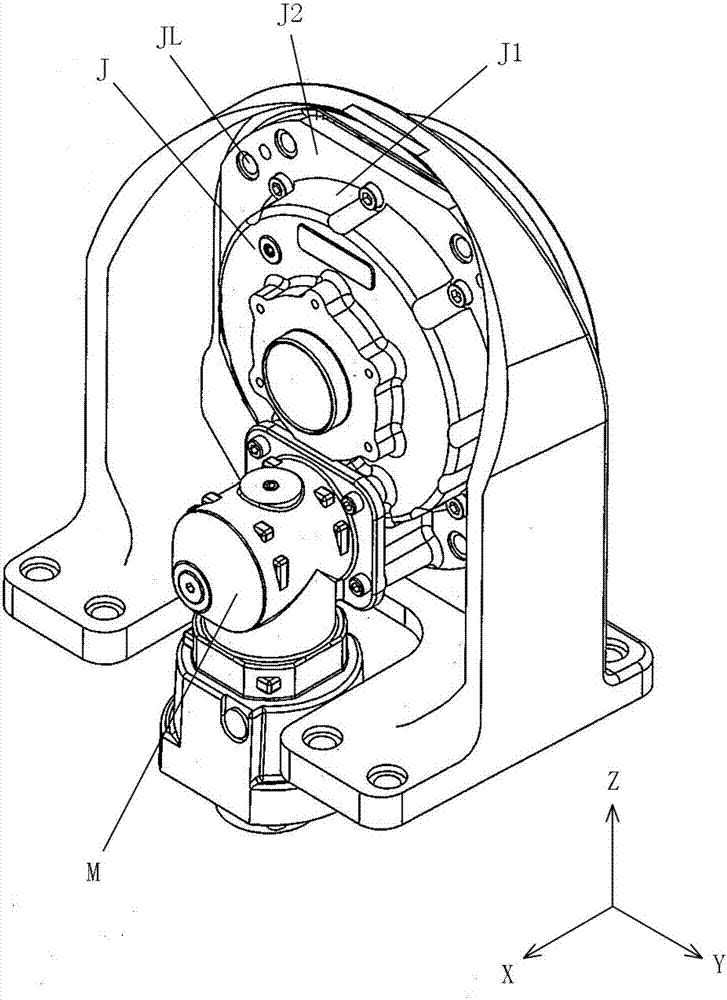
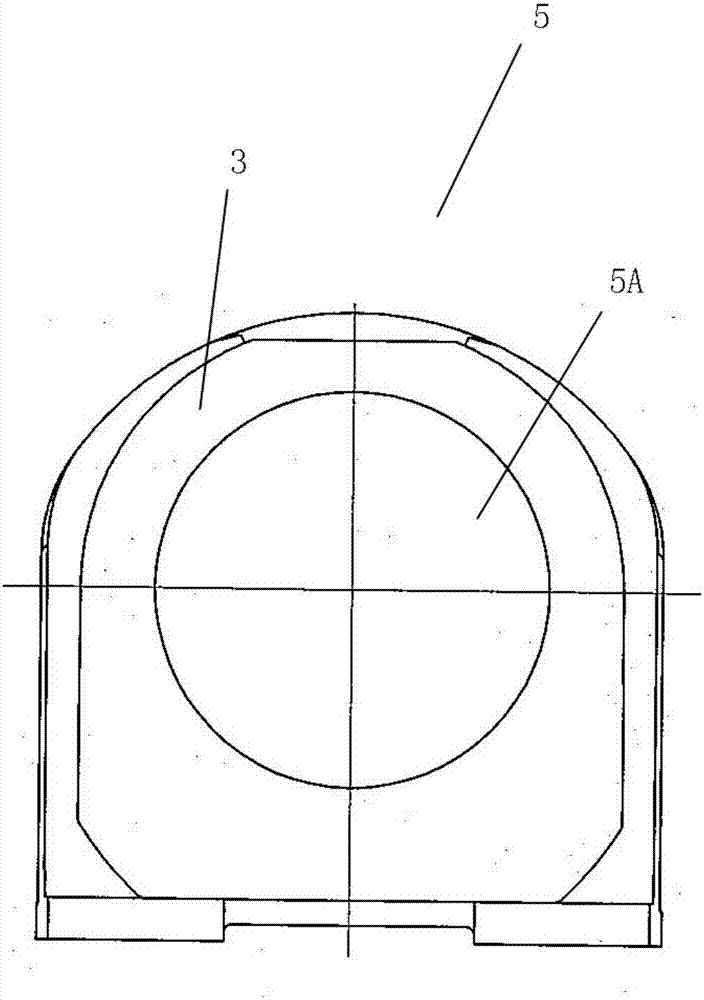
[0022] Hereinafter, the manufacturing method of the base for attachment of the reduction gear of this invention is demonstrated, referring drawings. figure 1 It is a schematic diagram showing an example of the reducer mounting base of the present invention. figure 2 A schematic diagram showing an example of assembling a reducer, a motor, and a reducer mounting base. image 3 A schematic diagram showing a reducer mounting base manufactured by the blank manufacturing process. Figure 4 A schematic diagram showing the base for mounting the reducer corresponding to the reducer of the first specification. Figure 5 A schematic diagram showing a reducer mounting base for a reducer corresponding to the second specification.
[0023] refer to figure 1 An example of the reducer mounting base of the present invention will be described.
[0024] The base 1 for installing the reducer is made of a metal material with high strength. Such as figure 1 As shown, the reducer mounting ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com