

An anti-abrasion type strip steel super-expanding roll
A roll and strip technology, applied in the field of narrow strip steel production equipment, can solve the problems such as the original looseness of the billet center cannot be eliminated in the optimal temperature range, the roll shape retention ability is poor, and the meat is frequently dropped in the pass shape, so as to avoid the roll neck. Performance deterioration, solving the effect of short online time and high comprehensive use performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Embodiment 1: A kind of manufacturing method of high anti-abrasion strength spread roll (one)
[0033] see Figure 6 The pouring schematic diagram shown, the casting process is as follows:
[0034] 1) The chemical composition of the outer CrMoV wear-resistant alloy is composed by mass fraction (%): C2.0-3.0, Si0.4-1.0, Mn0.6-1.0, Cr8-32, Ni0.8-1.8, Mo0.8- 2.0, V0.2-1.2 requirements, prepare the charge;
[0035] 2) Use intermediate frequency furnace for smelting, adjust the chemical composition according to the upper limit of the implementation process requirements;
[0036] 3) Control the temperature T of the outer high CrMoV alloy molten metal 出 =1520-1580°C;
[0037] 4) Outer layer high-CrMoV alloy molten metal out of furnace modification treatment: during the out of furnace process, along with the metal flow, 0.2-0.5% vanadium alloy (containing 50-80% of vanadium mass fraction) of the metal liquid weight is poured into 0.3-2mm particles of modifier, fully stir; ...
Embodiment 2
[0045] Embodiment 2: A kind of manufacturing method of high anti-abrasion strength spread roll (two)
[0046] 11) The casting roll blanks of high wear-resistant stretch rolls are cleaned to remove flashes, burrs, and casting sticky sand, etc.;
[0047] 12) After the roll blank is naturally cooled to room temperature, the as-cast roll retains the machining allowance for heat treatment, and performs rough machining of the blank, and at the same time rough-cuts the hole pattern;
[0048] 13) The heat treatment process of the high wear-resistant and strong stretching roll. The rough machining roll protects the upper and lower roll necks of the roll with ceramic fibers; heats from room temperature to 650 °C at a heating rate of ≤15 °C / h, and keeps the temperature for 3-6 hours. 30-50°C / h heating rate, rapid heating to 950-1000°C for austenitization, holding temperature for 5-8 hours to make Cr, Mo, V alloy fully dissolve into austenite to form supersaturated austenite, then turn on...
Embodiment 3
[0053] Embodiment 3: A kind of manufacturing method of high anti-abrasion strength spread roll (three)
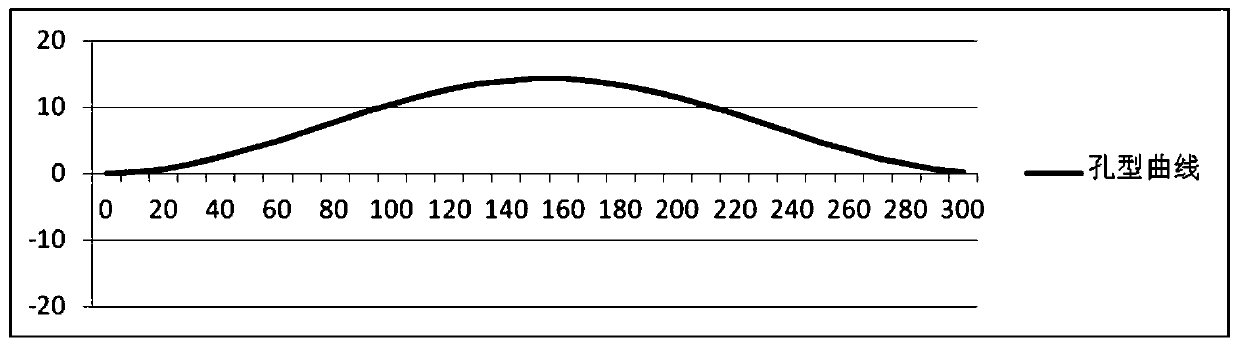
[0054] 17) After special heat treatment to adjust the structure, hardness and stress, and meet the control requirements of the process index, the roll is subjected to the finishing process, and the roll pass curve conforms to y=a×[sin(x×b-c)+d] sinusoidal curve, a, b, c, d are constants, x is the variable of the axial length of the pass, and the maximum value range of x can be adjusted from 190 to 350 according to the width specification of the specific rolled product; y is the change of the pass with the length x Sinusoidal function.
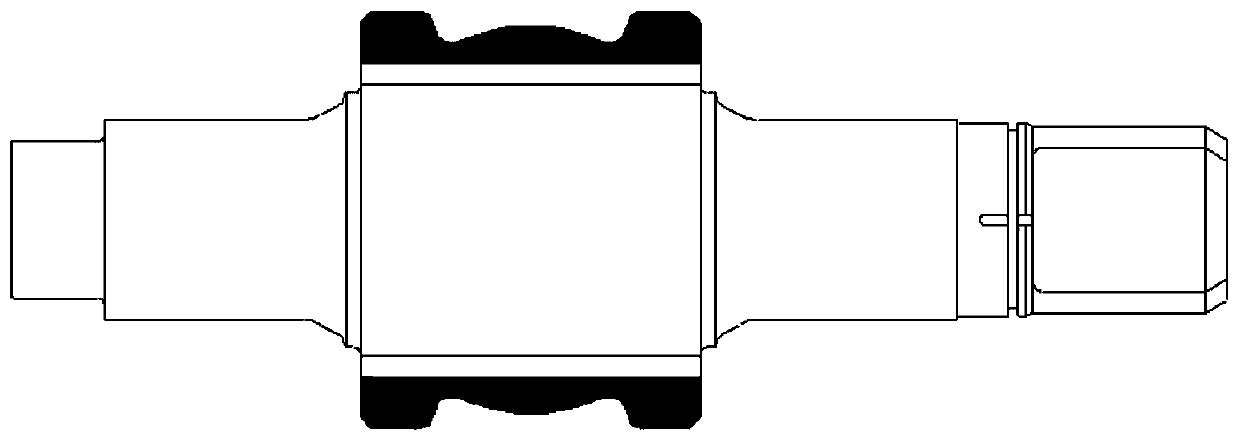
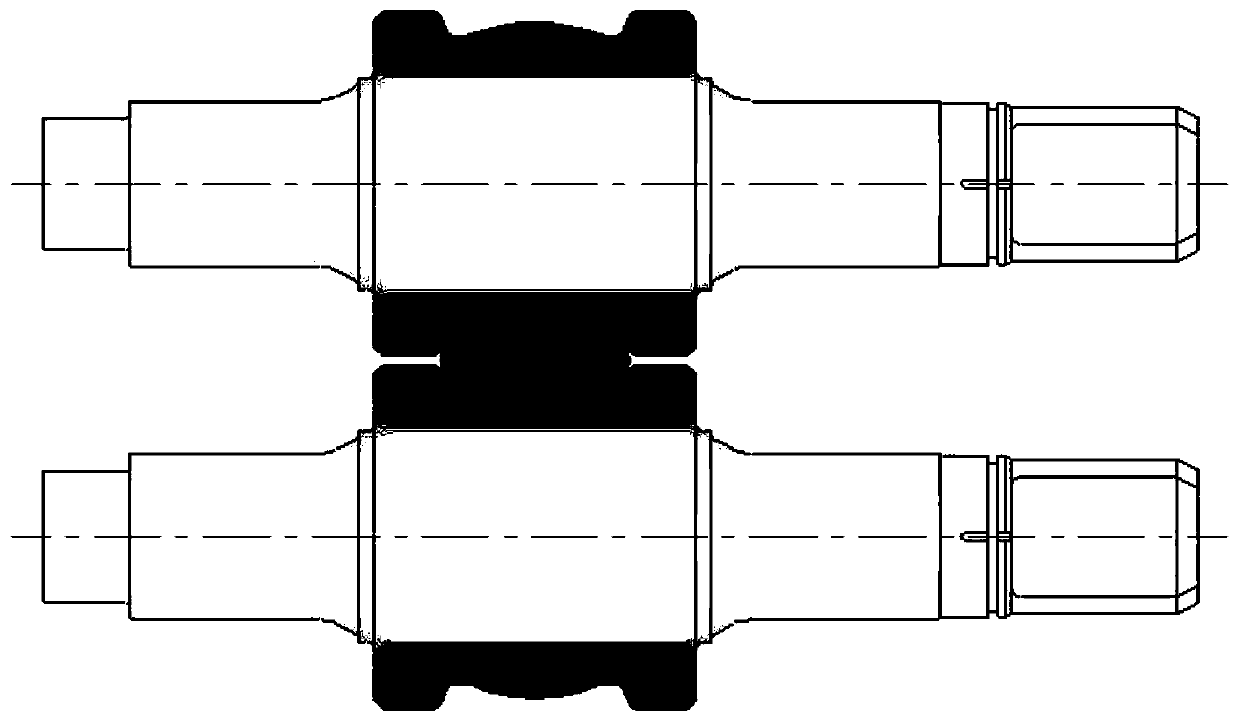
[0055] Taking the expanded plate width B=300mm as an example, the raised height in the middle of the roll pass is 14.27mm, x=0-300mm, a=7.15, b=0.02, c=45.5, d=1. That is, y=7.15×[sin(x×0.02-45.5)+1], the sinusoidal curve is as figure 2 As shown, the structure of the resulting high wear-resistant and strong spreader roll is as follows fi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More