

A method for synchronously forming lining rings of plate heat exchangers under axial pressure with constrained tubes
A technology of plate heat exchangers and heat exchangers, applied in the direction of metal processing equipment, etc., can solve problems affecting product quality, product appearance, and heat exchanger service life, so as to simplify the processing process, improve processing efficiency and form quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] Embodiment 1: A method for synchronously forming the lining ring of a plate heat exchanger with constrained tube axial pressure, including the following steps:
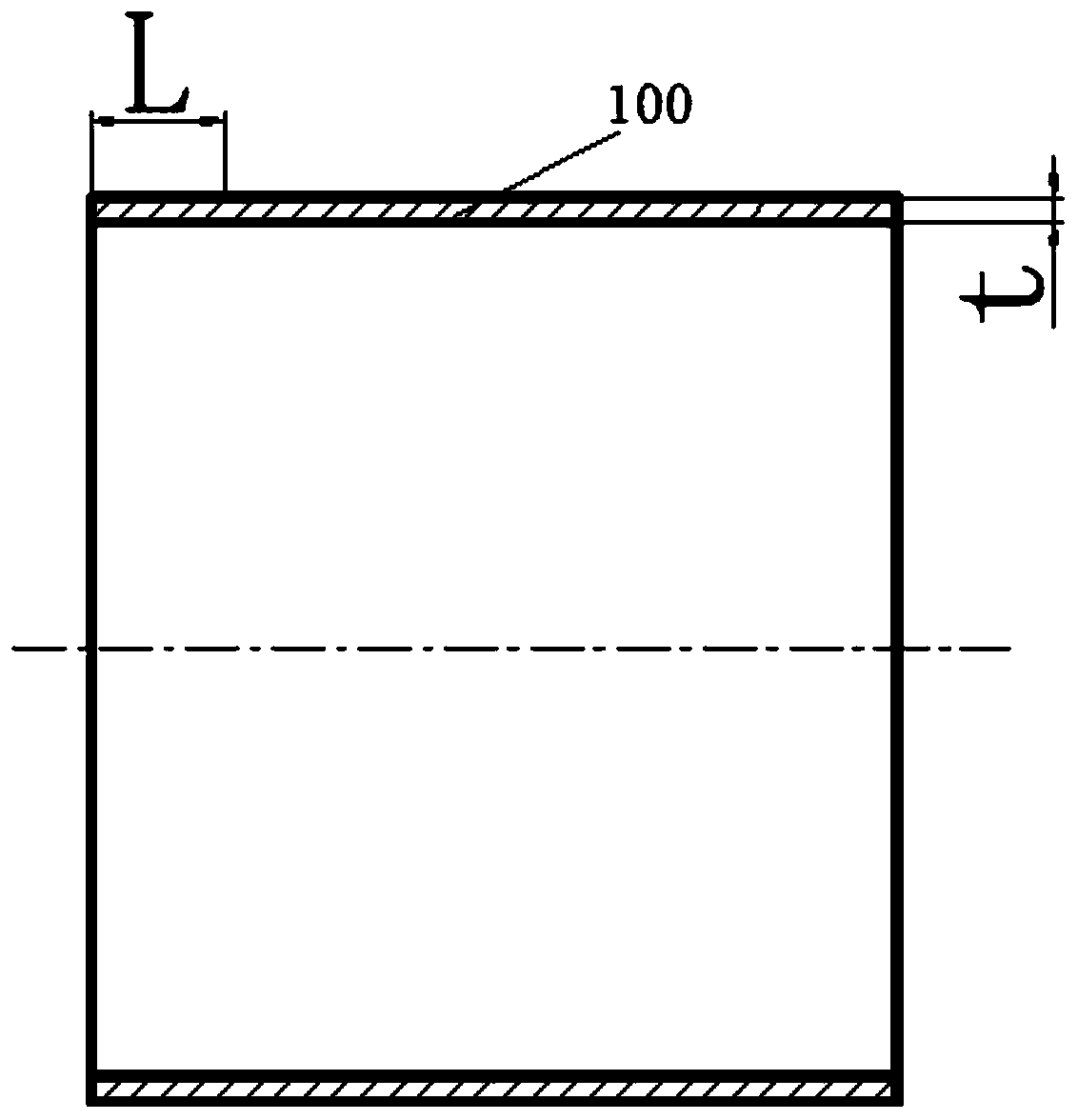
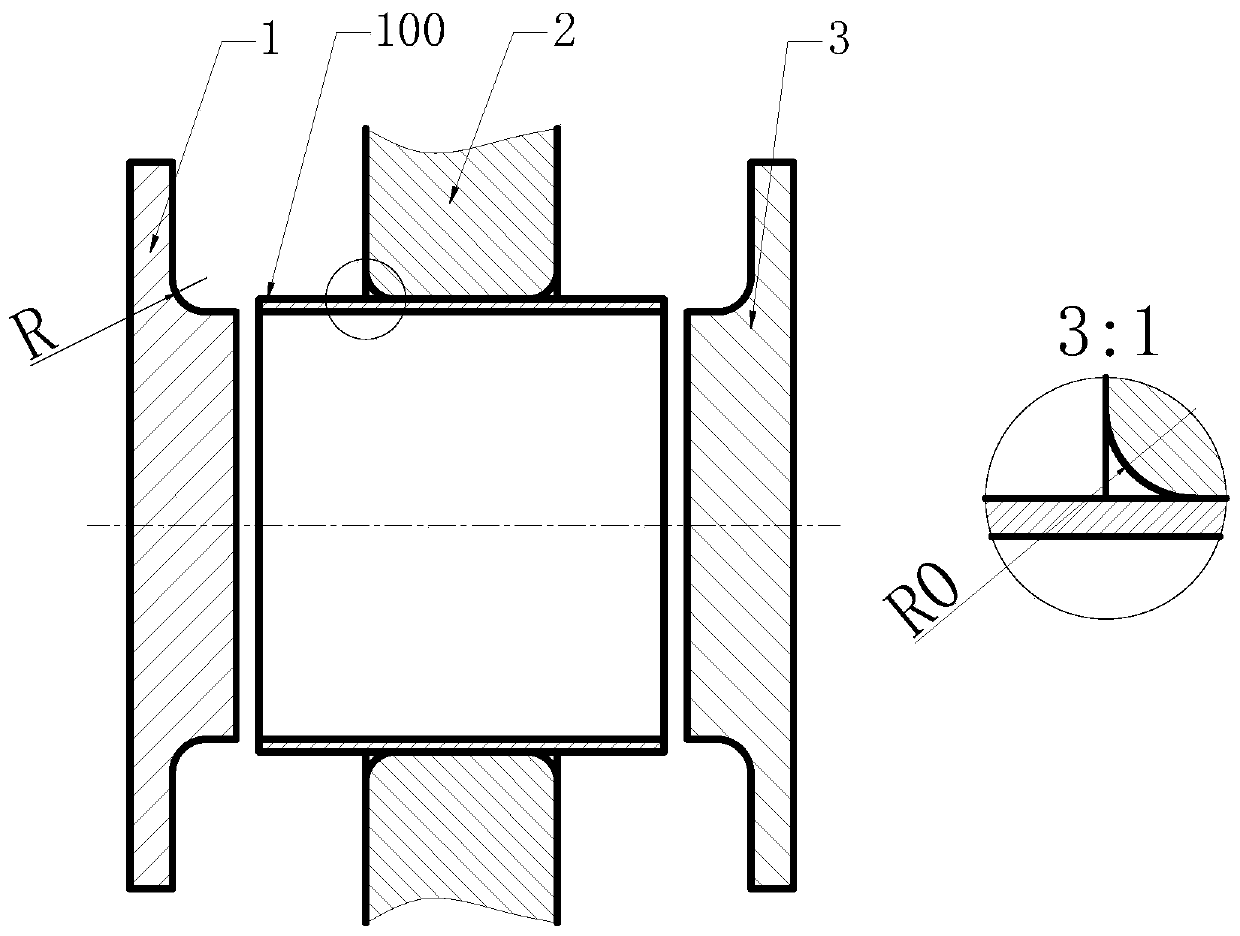
[0026] 1), refer to figure 1 and figure 2 , the pipe 100 is assembled in the inner hole of the plate heat exchanger 2, the fillet of the inner hole of the plate heat exchanger 2 is R0, the length of the free end of the pipe 100 is L, and the thickness is t, and the plate heat exchanger 2 is fixed, Ensure that the position of the pressure plate 2 of the plate heat exchanger is in the middle of the first tube axial pressure punch 1 and the second tube axial pressure punch 3, and constrain the outer wall of the pipe 100;
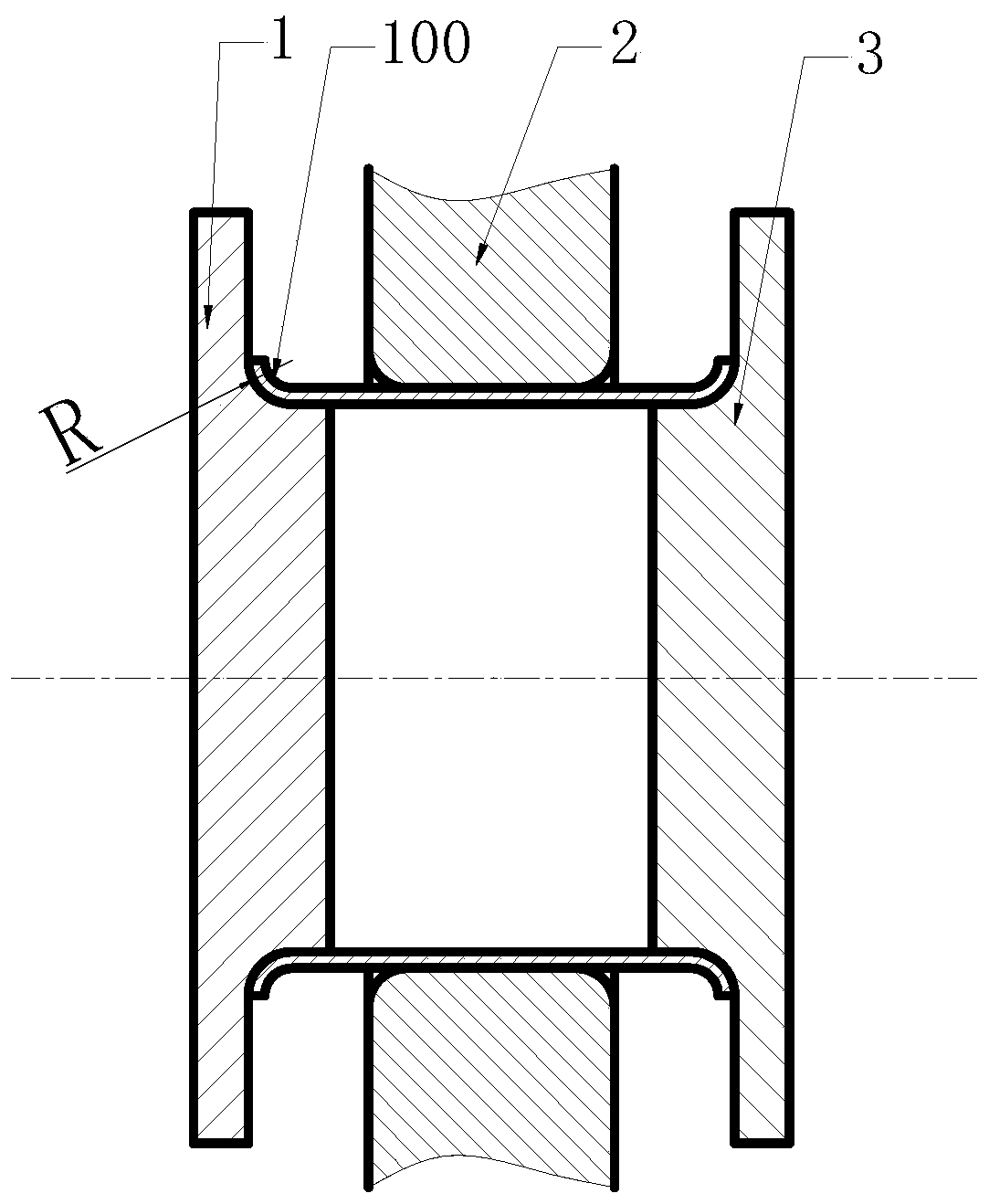
[0027] 2), refer to image 3 , the first tube axial pressing punch 1 and the second tube axial pressing punch 3 are fed towards each other along the axial direction at the same speed, and the free end of the pipe 100 is connected to the first tube axial pressing punch 1 and the second tube a...
Embodiment 2
[0031] Embodiment 2: A method for synchronously forming the lining ring of a plate heat exchanger with constrained tube axial pressure, including the following steps:
[0032] 1), refer to figure 1 and figure 2 , the pipe 100 is assembled in the inner hole of the plate heat exchanger 2, the fillet of the inner hole of the plate heat exchanger 2 is R0, the length of the free end of the pipe 100 is L, and the thickness is t, and the plate heat exchanger 2 is fixed, Ensure that the position of the pressure plate 2 of the plate heat exchanger is in the middle of the first tube axial pressure punch 1 and the second tube axial pressure punch 3, and constrain the outer wall of the pipe 100;
[0033] 2), refer to image 3 , the first tube axial pressing punch 1 and the second tube axial pressing punch 3 are fed towards each other along the axial direction at the same speed, and the free end of the pipe 100 is connected to the first tube axial pressing punch 1 and the second tube a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More