

Steel plate surface shot-blasting method
A steel plate and shot blasting machine technology, applied in the direction of abrasives, metal processing equipment, manufacturing tools, etc., can solve the problems of low production efficiency, hidden safety hazards, inability to produce steel plates, and a large amount of residual shot, so as to meet the needs of production rhythm and prevent Nodulation of Hearth Rolls and Improvement of Production Efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The present invention will be described in detail below in conjunction with examples. Each example is provided by way of explanation of the invention, not limitation of the invention. In fact, those skilled in the art will recognize that modifications and variations can be made in the present invention without departing from the scope or spirit of the invention. For example, features illustrated or described as part of one embodiment can be used on another embodiment to yield a still further embodiment. Therefore, it is intended that the present invention includes such modifications and variations as come within the scope of the appended claims and their equivalents.
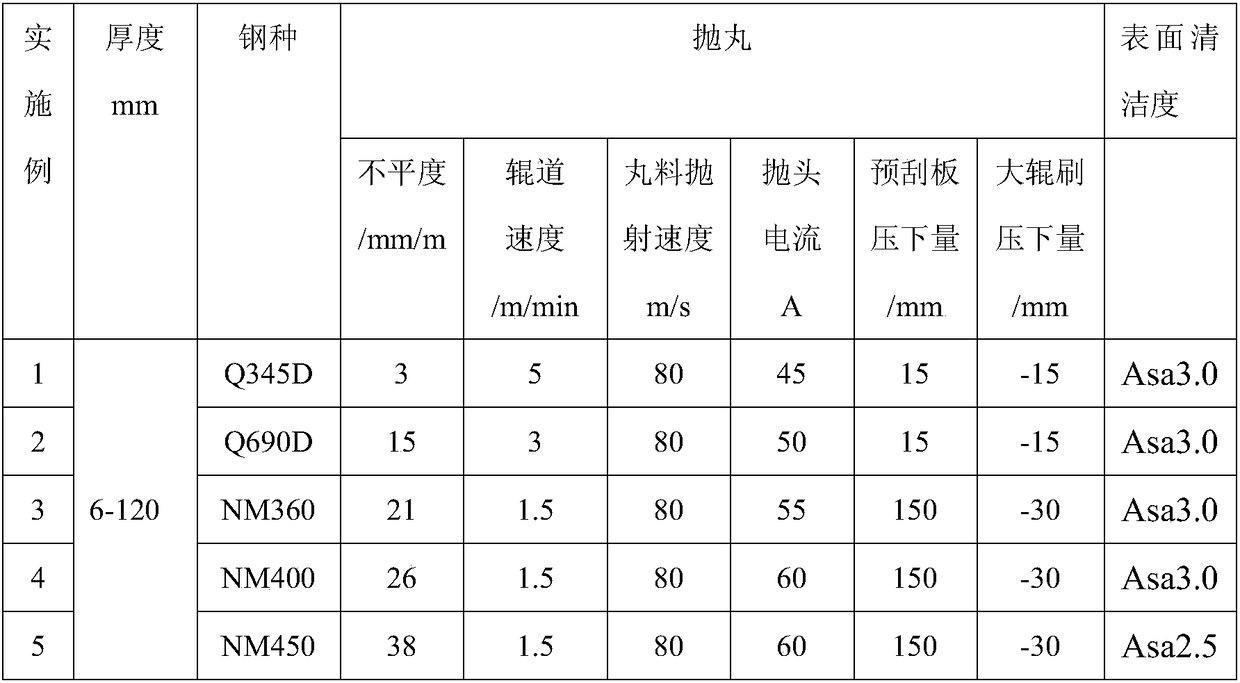
[0028] According to an embodiment of the present invention, a method of shot blasting on the surface of a steel plate is provided, using a shot blasting machine to blast the surface of the steel plate, comprising the following steps:
[0029] (1) Hoist the steel plate with a thickness of 6-120mm to the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More