

Back-up Rolls and Its Manufacturing Process for Wide and Heavy Plate Rolling Mills Over 4200mm
A manufacturing process and back-up roll technology, which is applied in the manufacture of tools, rolls, metal rolling, etc., can solve the problems of white spots on the back-up roll, reduced toughness at the center of the back-up roll, and short service life, and achieve good wear resistance and resistance Fatigue performance, reduction of risk of fatigue spalling, effect of prevention of coarse-grain mixed-grain phenomenon
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0056] Further, the preparation method of the backup roll includes the following steps:
[0057] (1) Smelting and ingot casting: molten steel is roughly smelted, refined, alloyed, and vacuum cast into ingots; wherein, the chemical composition of the steel is as above.
[0058] Preferably, the preparation method of the backup roll also includes the following steps:
[0059] (2) Forging: heating the vacuum steel ingot, cutting off the harmful part of the ingot tail, upsetting and elongating, cutting off the harmful part of the riser, and forging a back-up roll blank;
[0060] (3) Heat treatment after forging: normalizing + spheroidizing annealing + tempering;
[0061] (4) Rough machining: rough machining of the forging blank;
[0062] (5) Final heat treatment: the process form is quenching + tempering.
[0063] Preferably, the rough refining of the molten steel in step (1) adopts an electric furnace, the alloying and refining of the molten steel adopts a ladle refining furnac...
Embodiment 1
[0074] (1) Smelting and ingot casting: molten steel is initially smelted in an electric arc furnace, then poured into a ladle refining furnace for refining and alloying, and then poured into a 450t large steel ingot by dripping and degassing in a vacuum ingot casting chamber, and the hydrogen content in the steel Reduced to below 1ppm.
[0075] The mass percent of its chemical composition is as follows: C=0.59, Si=0.43, Mn=1.24, Ni=0.34, Cr=2.06, Mo=0.54, V=0.25, P=0.15, S=0.008, Cu=0.10, H= 0.8ppm, the balance is iron and other unavoidable impurities.
[0076] (2) Forging: After heating the steel ingot, cut off the harmful part of the ingot tail, upsetting and elongating, cut off the harmful part of the riser, and forge the back-up roll blank;
[0077] (3) Heat treatment after forging: normalizing + spheroidizing annealing + tempering;
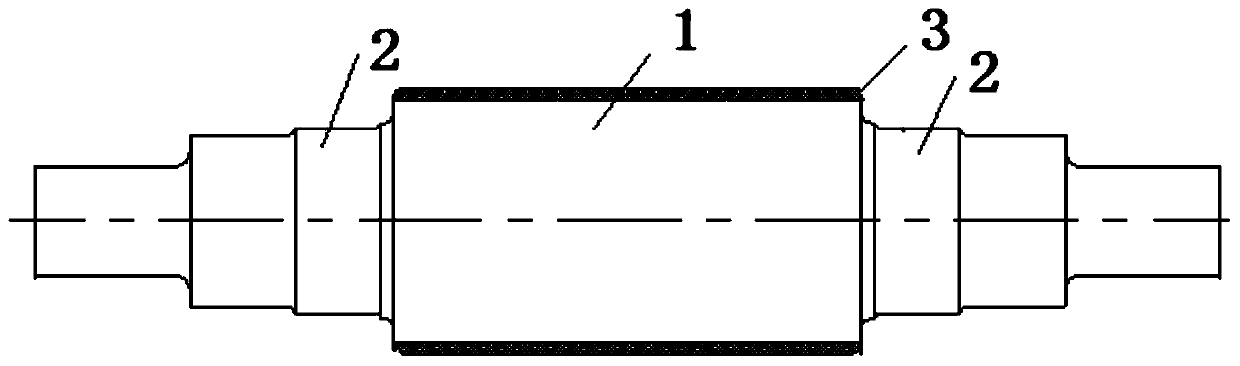
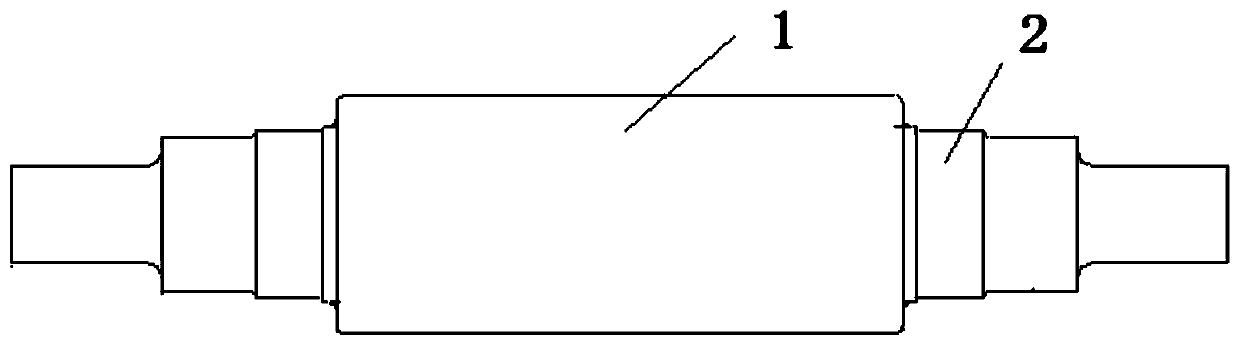
[0078] (4) Rough machining and ultrasonic flaw detection: process the forging blank according to the rough machining drawing, see the roug...
Embodiment 2
[0081] (1) Smelting and ingot casting: The molten steel is initially smelted in an electric arc furnace, then poured into a ladle refining furnace for refining and alloying, and then poured into a 340t large steel ingot by dripping and degassing in a vacuum ingot casting chamber, and the hydrogen content in the steel Reduced to below 1ppm, its chemical composition (mass percentage) is as follows: C=0.62, Si=0.38, Mn=1.18, Ni=0.34, Cr=1.96, Mo=0.49, V=0.20, P=0.016, S=0.006, Cu = 0.008, H = 0.9ppm, and the balance is other trace elements in iron and steel scrap.
[0082] (2) Forging: After heating the steel ingot, cut off the harmful part of the ingot tail, upsetting and elongating, cut off the harmful part of the riser, and forge the back-up roll blank;
[0083] (3) Heat treatment after forging: normalizing + spheroidizing annealing + tempering;
[0084] (4) Rough machining and ultrasonic flaw detection: process the forging blank according to the rough machining drawing, see ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| crystal size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More