

Stainless steel material and preparation method thereof
A technology of stainless steel and duplex stainless steel, applied in the field of stainless steel materials, can solve the problems of human body metal allergy and high nickel price, and achieve the effects of simplified processing technology, less material removal and low raw material cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
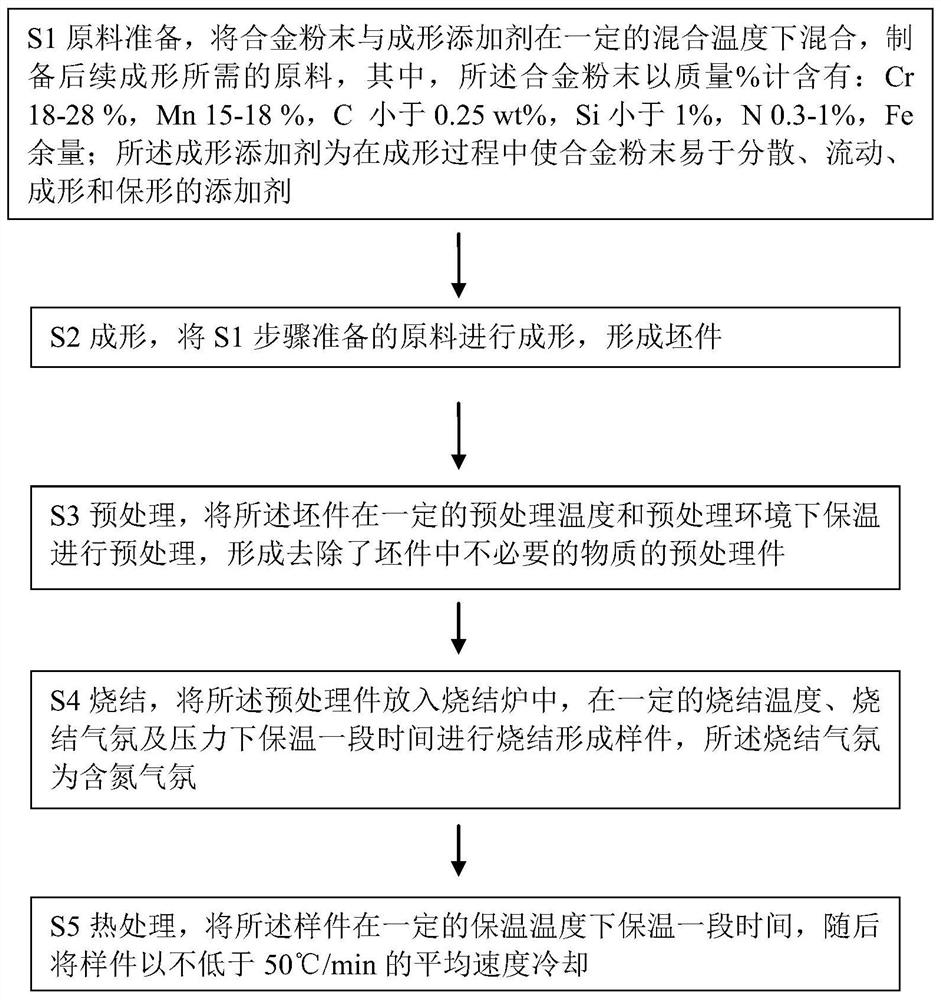
[0042] Such as figure 1 As shown, Embodiment 1 of the present invention provides a kind of preparation method of stainless steel material, specifically comprises the following steps:
[0043] S1 Raw material preparation, mixing alloy powder and forming additives at a certain mixing temperature to prepare the raw materials required for subsequent forming, wherein the alloy powder contains: Cr 18-28%, Mn 15-18%, C Less than 0.25%, Si is less than 1%, N 0.3-1%, and Fe balance; the forming additive is an additive that makes the alloy powder easy to disperse, flow, form and maintain shape during the forming process.
[0044] Compared with the traditional molten steel smelting, the embodiment of the present invention preferably adopts powder metallurgy to prepare the stainless steel material. The internal crystals of powder metallurgy are very uniform, the quality is consistent, and there is no segregation phenomenon. The stainless steel produced has reliable performance and uniform...
Embodiment 2
[0060] Embodiment 2 provides a kind of preparation method of stainless steel material, comprises the following steps:
[0061] S1 raw material preparation, the alloy composition is Cr 22wt%, Mn15wt%, C less than 0.12wt%, N0.5wt%, Si0.40%, Fe balance powder, and plastic, paraffin-based forming agent at 170-200 °C for 3 hours to obtain the raw materials required for injection molding.
[0062] S2 molding, pouring the raw materials prepared in step S1 into an injection molding machine, and inject molding at a temperature of 170-200° C. and a pressure of 20-100 MPa to obtain an injection molding blank.
[0063] S3 pretreatment, the blanks formed in step S2 are respectively kept in a vacuum environment at 200°C, 400°C, 600°C, and 1200°C for a sufficient time until the forming agent is completely released.
[0064] S4 sintering, put the pretreated piece obtained in step S3 into a sintering furnace to raise the temperature, and keep it at 1320°C and 0.05MPa pure nitrogen atmosphere ...
Embodiment 3
[0068] Embodiment 3 provides a kind of preparation method of stainless steel material, comprises the following steps:
[0069] S1 raw material preparation, the alloy composition is Cr 18wt%, Mn18wt%, C 0.16wt%, N 0.7wt%, Si1.0%, the rest of Fe powder, mixed with gasoline, paraffin-based forming agent at 30 ℃ for 0.5 Hours, the raw materials needed for compression molding are obtained.
[0070] S2 forming, pouring the raw materials prepared in step S1 into a mold, molding at a temperature of 0-30°C and a pressure of 20-500MPa to obtain a molded blank.
[0071] S3 pretreatment, put the blank formed in step S2 at 600°C in a mixed gas of nitrogen and hydrogen, and keep it warm for a sufficient time until the forming agent is completely released.
[0072] S4 sintering, put the pretreated piece obtained in step S3 into a sintering furnace to raise the temperature, and keep it warm for 60 minutes at 1400°C under a mixed atmosphere of 0.05MPa nitrogen and hydrogen.
[0073] S5 heat ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More