

A processing method for aircraft complex joint parts
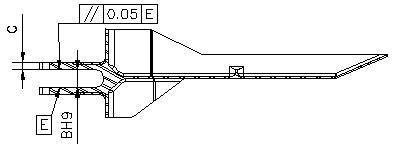
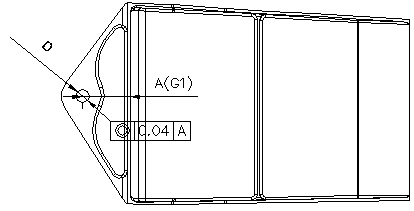
A processing method and a technology of parts processing, which are applied in the field of parts processing, can solve problems such as the difficulty of guaranteeing the key element hole distance A, the easy deformation of parts, and the difficulty of ensuring the size of ear groove width BH9, etc., so as to ensure the consistency of manufacturing quality and reduce the Tool error, the effect of adding check edge and check hole process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] In order to make the technical means, creative features, goals and effects achieved by the present invention easy to understand, the present invention will be further described below in conjunction with specific illustrations.
[0024] A processing method for aircraft complex joint parts, the specific steps are as follows:
[0025] 1) Prepare the blank for processing;
[0026] 2) Mill the hexagon on the prepared blank to get the first part;
[0027] 3) Drill process holes on the original parts;
[0028] 4) Roughly mill the front and back sides of the primary parts drilled with process holes to obtain rough machined parts;
[0029] 5) Heat treatment of rough processed parts;
[0030] 6) Flatten the rough-worked parts after heat treatment;
[0031] 7) Carry out semi-finish milling on the front and back of the rough machined parts after flattening. In order to effectively release the processing stress of the parts and reduce the deformation of the parts, arrange 72 hou...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More