Method for automobile gearbox input shaft forging and blank rough machining forming
A technology for automotive gearboxes and input shafts, applied in the field of metal mechanical parts manufacturing, can solve problems such as low material utilization, composite holes that cannot be forged, and voids, and achieve the effects of saving drilling time and improving material utilization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The technical solutions of the present invention will be further described below in conjunction with the accompanying drawings and through specific implementation methods.
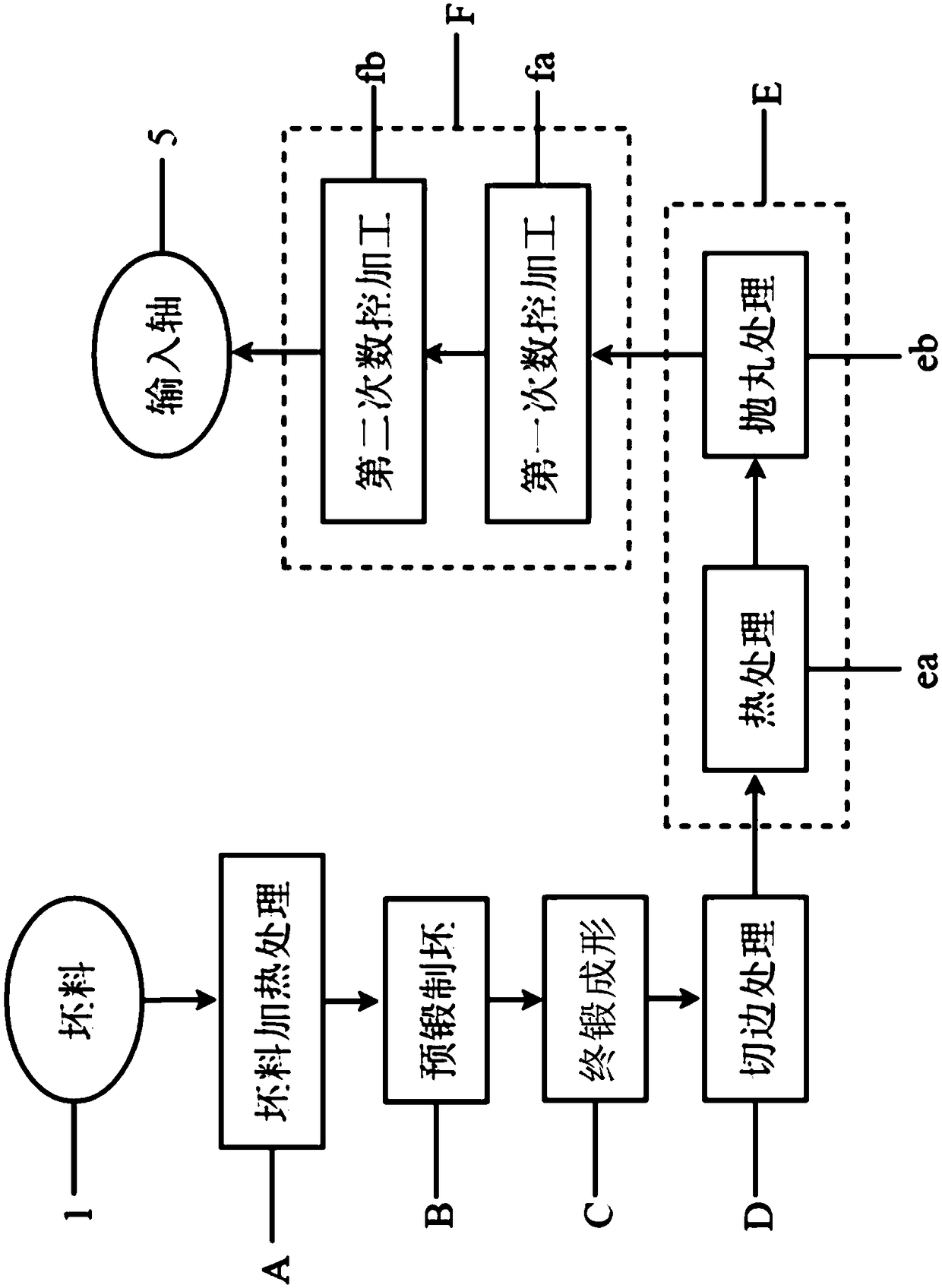
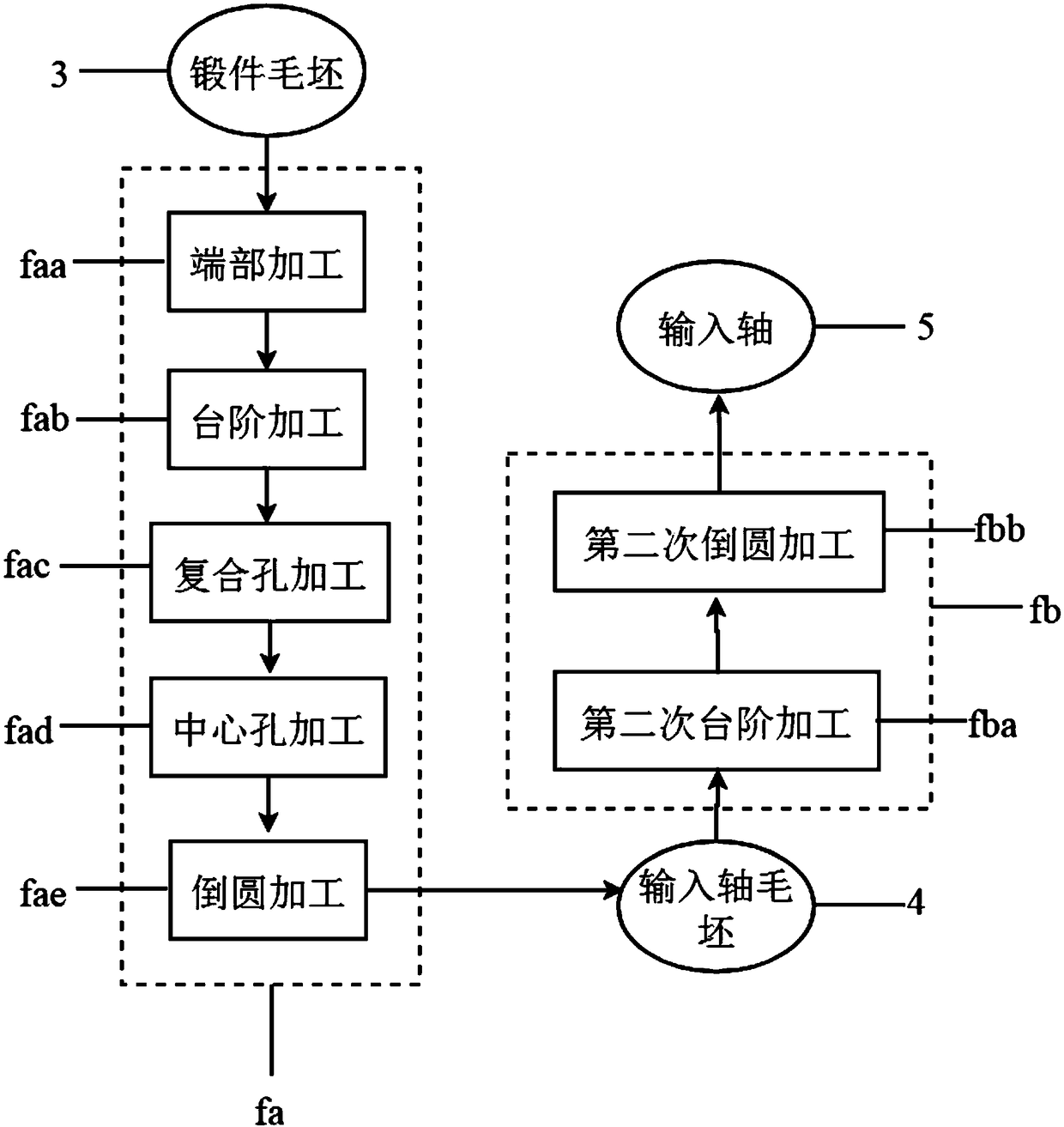
[0029] Such as Figure 1 to Figure 8 As shown, a method for forging an input shaft of an automobile gearbox and its blank rough machining provided in this embodiment includes the following steps: Step 1: After the blank 1 is subjected to the blank heat treatment A, the blank 1 is then subjected to Pre-forging blank B, forming pre-forging blank 2, step 2, performing final forging on pre-forging blank 2 C, forming forging blank 3, step 3, after forging blank 3 is trimmed D, then forging blank 3 Carry out pre-processing E of CNC machining, step 4, perform CNC machining F on the forging blank 3 after pre-processing E of CNC machining, form input shaft 5, and in step C of final forging, adopt vertical forging, place pre-forging blank 2 Put it into the cavity of the vertical mold, use a press to forge th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More