

Control method for preventing abnormal manual steel pouring of reversible H-shaped steel universal beam roughing mill set
A rough rolling mill and control method technology, applied in metal rolling, metal rolling, safety equipment of rolls, etc., can solve equipment safety operation loopholes, damage to the main drive shaft of the rolling mill, self-excited oscillation of the main drive of the universal rough rolling mill, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0013] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
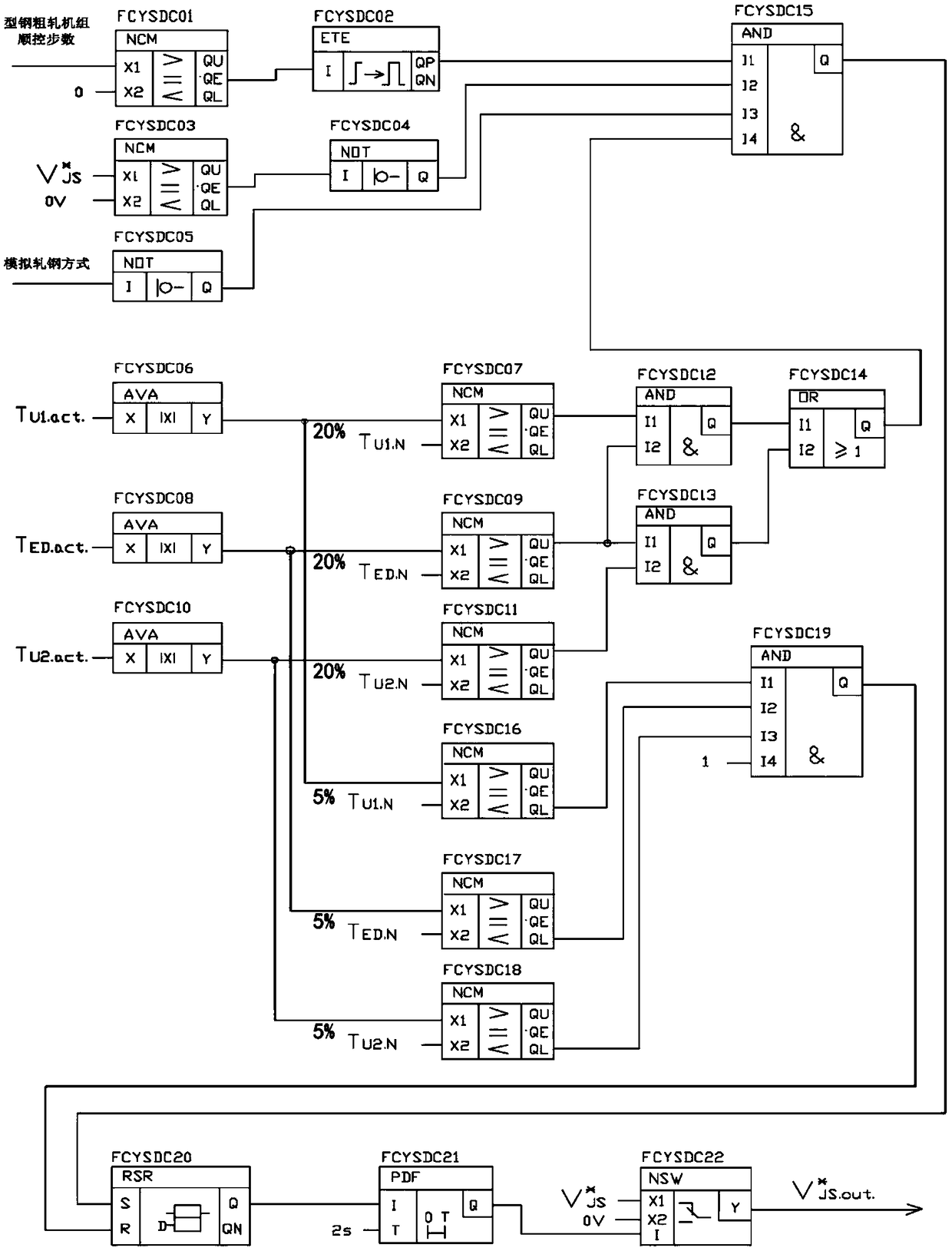
[0014] The control program of the abnormal manual steel pouring control method for preventing the reversible H-shaped steel universal roughing mill of the present invention is as follows figure 1 shown. In this diagram:
[0015] NCM is a "numerical comparison" function block, when X1>X2, QU is '1', when X1=X2, QE is '1', when X1
[0016] NSW is the "digital input switch" function block, when I='1', Y=X2, when I='0', Y=X1;
[0017] RSR is the "RS flip-flop with R priority at the reset terminal" function block. When S is '1' and R is '0', Q is '1' and QN is '0'. When S is '1', R is ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More